На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Подготовка посуды и розлив напитков
Пиво и квас, содержащие углекислый газ, разливают в изобарических условиях, при которых в таре в момент ее наполнения газированной жидкостью создается такое же давление, как в резервуаре разливочной машины. Противодавление при розливе газированных жидкостей рекомендуется создавать углекислым газом. Напитки, не содержащие СО2, или, как их называют, «тихие» жидкости, разливают в тару при атмосферном давлении.
Высшие, сорта пива разливают только в бутылки, а жигулевское пиво — в бутылки, бочки и цистерны (пивовозы). Розлив минеральных и фруктовых вод, ликеров и водок осуществляют только в бутылки; хлебного и окрошечного кваса — в деревянные бочки, покрытые внутри пивной смолкой, и автоцистерны. «Московский» квас разливают только в бутылки.
Розлив напитков в бутылки
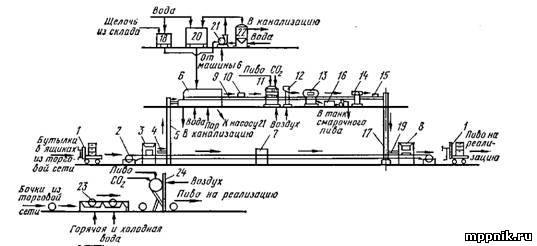
Все операции по розливу напитков в бутылки производятся на автоматических линиях, в состав которых входят автомат по выемке бутылок из ящика, бутылкомоечная машина, разливочный и укупорочный автоматы, бракеражный полуавтомат, этикетировочный автомат и автомат для укладки бутылок в ящики. Кроме того, на линиях устанавливают счетчики бутылок.
Передача бутылок по линии осуществляется с помощью пластинчатого транспортера. Параллельно с основным транспортером рекомендуется устанавливать накопительные транспортеры из расчета запаса бутылок на 1—2 мин работы линии розлива, при этом производительность линии увеличивается на 10—15%. Для перемещения ящиков применяют ленточные, роликовые и цепные транспортеры.
Для выемки бутылок из ящиков устанавливают автоматы конструкции Ленинградского ликерно-водочного завода, производительностью 12000 бутылок в час, с механическим захватом бутылок или автоматы ВИА-П, той же
производительности, с пневматическим захватом бутылок, при этом расход воздуха составляет 0,865 м3/мин. Мощность электродвигателя у обоих автоматов 1 кВт.
Для мойки бутылок применяют машины различных марок. Наиболее эффективно мойка бутылок производится в отмочно-шприцевальных машинах АММ-3, АММ-6, АММ-12 (цифрами указывается производительность в тысячах бутылок в час), в которых применен жесткий режим мойки (температура воды 75—80°С). Бутылки, поступившие на стол загрузки машины,, предварительно орошаются отработавшей водой (25—30°С) с целью обогрева. Затем они распределяются по гнездам носителя, направляются в нижнюю часть машины и на пути снова обливаются водой (40—45°С), после чего поступают в первую отмочную ванну с 1—2%-ным раствором щелочи температурой 60—65°С. При выходе из ванны с бутылок смываются этикетки. При дальнейшем движении из бутылок выливается моющий раствор, и они погружаются во вторую отмочную ванну с раствором щелочи при температуре 75—80°С. Из второй ванны бутылки поднимаются вверх и на верхнем прямом участке подвергаются наружному обмыву и внутреннему шприцеванию сначала раствором щелочи при 60— 65°С, затем водой при 40—45°С и при 25—30°С, а перед выходом из машины — водопроводной водой.
Раствор щелочи в процессе мойки разбавляется водой и загрязняется. Для снижения расхода щелочи раствор очищают от загрязнений на песочных фильтрах или отстаиванием, добавляют крепкий раствор щелочи до нужной концентрации и снова используют.
Расход воды на мойку бутылок (в м3/ч) составляет: для машины АММ- 3 — 4,29, для АММ-6 — 6, для АММ- 12 — 10,3. Расход пара (в кг/ч) соответственно 172, 270 и 330, а суммарная мощность электродвигателей — 13,1;. 17,7 и 25,9 кВт.
Для розлива пива в бутылки завод «Ленпищемаш» выпускает автоматы Р-3, Р-6 и РУ-12 (цифры указывают производительность в тысячах бутылок .
в час). Они приводятся в движение электродвигателем мощностью 0,8 кВт (Р-3 и Р-6) и 1,7 кВт (РУ-12). В автомате РУ-12 на одной станине совмещены разливочный и укупорочный узлы. Для укупорки бутылок с пивом применяют металлические колпачки с прокладкой из полиэтилена.
Водку разливают в бутылки вместимостью 0,5 л и 0,25 л по объему, при атмосферном давлении, на непрерывно действующих автоматах карусельного типа ВАР-6 и А1-ВРА-6. Укупоривают бутылки с водочными напитками алюминиевыми колпачками с картонно- целлофановой прокладкой на штамповочно-укупорочном агрегате.
Фруктовые газированные воды и «Московский» квас наливают в бутылки в два приема: сначала отмеривают по объему дозу купажного сиропа, а затем бутылку доливают до определенного уровня газированной водой. Дозу сиропа устанавливают с таким расчетом, чтобы после смешивания сиропа с водой получать стандартный по концентрации сухих веществ и ССЬ напиток. Обычно объем купажа составляет 20% от объема напитка. Сироп разливают при атмосферном давлении, а газированную воду, как и пиво — в изобарических условиях и противодавление в бутылке создают углекислым газом. При наполнении бутылки сироп и вода, имеющие разную плотность, почти не смешиваются, и для получения однородной смеси укупоренную бутылку несколько раз переворачивают. Для дозирования сиропа и смешивания его с газированной водой в автоматическую линию розлива включают соответствующие автоматы.
Дозировочные автоматы применяются обычно в агрегате с разливочными и укупорочными автоматами, работающими на одном приводе. Типовыми являются агрегаты ВДР-3, ВДР-6 и ВДР- 12 (цифра указывает производительность в тысячах бутылок в час). Мощность электродвигателя у этих агрегатов 1,7 кВт.
Для перемешивания напитка устанавливают автомат АЗВ-6. Он имеет диск с механизмами для захвата бутылок; при вращении диска захваты с бутылками за один оборот трижды переворачиваются на 180°. Автомат приводится в движение электродвигателем мощностью 0,6 кВт.
Для контроля качества мойки бутылок, полноты налива, герметичности укупорки, а также для обнаружения посторонних включений в напитке производится проверка наполненных бутылок, и бутылки с дефектами отбраковываются. Напитки из отобранных бутылок выливают в сборник и передают на переработку. Наибольшее распространение получил бракеражный полуавтомат БАЗ, в котором бутылки при движении переворачиваются на 180° перед световым экраном и просматриваются. Забракованные бутылки снимают. Производительность автомата 6000—4000 бутылок в час; мощность электродвигателя 0,27 кВт.
Линии розлива напитков оснащают этикетировочными автоматами. Для наклейки этикеток на коническую часть бутылок (бутылки с пивом, фруктовыми водами) используют автомат Б-12 системы Ермолаева производительностью 3300 и 6600 бутылок в час. Для наклейки этикеток на цилиндрическую часть бутылок с водкой применяют автоматы ВЭВ, работающие по методу обката. Автоматы ВЭВ4 выпускают производительностью 4,5; 6,9 и 12 тыс. бутылок в час.
Для учета бутылок используют механические, фотоэлектрические и радиоактивные счетчики с дистанционно- счетным устройством.
Для укладки бутылок в деревянные или полиэтиленовые ящики устанавливают автоматы ВУЛ-11 или УАБ производительностью 6—12 тыс. бутылок в час, с мощностью электродвигателя 1 кВт.
Погрузочно-разгрузочные, транспортные и складские работы (ПРТС) в складах посуды и готовой продукции осуществляют двумя способами. Первый — широко распространен на пивоваренных и ликерно-водочных заводах. Он предусматривает поштучную ручную погрузку и разгрузку ящиков с последующим транспортированием на конвейерах или автопогрузчиками. Второй способ более прогрессивный.
Он предусматривает укладку ящиков с посудой или продукцией в 4—5 рядов на деревянные поддоны в пакеты (из 24—30 ящиков). Все подъемно-транспортные операции производят автоматизированными электропогрузчиками с вилочным захватом.Пакетирование штучной продукции и тары дает наибольший экономический эффект при наличии пакетоформирующих и пакеторазборочных автоматов, а также при осуществлении сквозного пакетирования в системе предприятия — торговая организация.
Потери напитков на розливе в бутылки составляют 0,3—0,4%.
Потери бутылок при хранении и транспортировании к моечной машине составляют около 0,8% к количеству принятых бутылок. Бой и брак посуды при мойке и розливе принимают равным 2,5%, а в экспедиции — до 0,1%.