На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
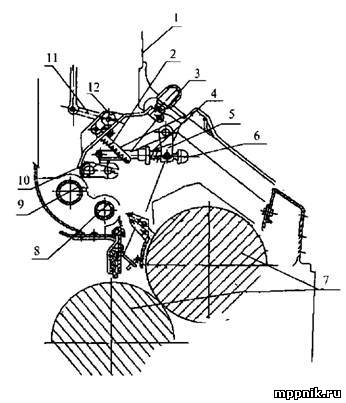
Пятивальцовый станок ВС, изображенный на рис. 1, состоит из фундаментной рамы, станины, питательного механизма, вальцов, подшипников, пружин, скребков и привода.
Рис. 1. Вальцовый станок.
Измельчение ядра происходит в клиновидном пространстве, образованном поверхностями двух цилиндрических параллельных вальцов, вращающихся в противоположные стороны — один навстречу другому.
Фундаментную раму вальцового станка изготовляют литой из чугуна и придают ей замкнутую четырехугольную форму с коротким сечением обвязки. Станина также выполнена из чугуна в виде четырех стоек 1 и прикреплена к фундаментной раме болтами. Верхние части стоек скреплены планками (траверсами) 3, в которые упираются пружины. На этих планках имеются нажимные винты. Другими концами пружины опираются на верхний валок и прижимают его.
Питательный механизм станка состоит из рифленого валика с заслонкой и служит для непрерывной подачи продукта в зону измельчения.
Производительность вальцового станка изменяется в зависимости от окружной скорости валика и величины зазора от края заслонки до поверхности питающего валика. Величину зазора между питающими валиками и заслонкой регулируют при помощи двух нажимных винтов.
Для включения и выключения питательного валика на его оси имеется кулачковая муфта. Питательный валик приводится во вращение от оси четвертого вальца через ременную передачу. Окружная скорость его колеблется от 0,3 до 0,5 м/сек.
При увеличении окружной скорости при постоянном зазоре заслонки производительность питающего механизма резко возрастает до определенного предела, а затем начинает постепенно снижаться. Это происходит из-за увеличения скольжения продукта по поверхности валика при значительных окружных скоростях его.
С увеличением зазора заслонки при постоянной окружной скорости производительность питающего механизма также возрастает в основном в результате вытекания продукта из бункера механизма толстым слоем с небольшой скоростью. Это ухудшает условия питания станка, так как при толстом слое продукта невозможно обеспечить равномерную подачу его.
Вальцы 2 изготовляют пустотелыми внутри. Для придания им механической прочности поверхность подвергают закалке. Поверхность вальцов должна быть строго цилиндрической, так как иначе произойдут небольшие изменения в величине рабочего зазора между вальцами в разных участках их длины, что повлияет на эффект измельчения. При измельчении ядра механическая энергия, подводимая к вальцам, превращается в тепловую. Вследствие нагревания вальцов длина их увеличивается, что необходимо учитывать при пригонке длинных вальцов к станине.
Наружная поверхность вальцов может быть гладкой и рифленой. Верхняя пара вальцов бывает рифленой, а остальные три — гладкими.
Измельченный материал после первой пары вальцов направляется на последующую обработку с помощью направляющих щитов 4, закрепленных зажимами. Эти щиты изготовляют из листовой стали толщиной 4—6 мм.
Для обеспечения правильной работы вальцы перед установкой в станок необходимо отбалансировать.
Вальцы свободно опираются один на другой, благодаря чему между ними создается постоянное давление, равное весу расположенных выше вальцов. Зазор между ними изменяется в зависимости от количества поступающего материала. Нижний валик совершает вращательное движение, а остальные четыре, кроме того, могут свободно перемещаться в вертикальном направлении. Это обеспечивается скольжением подшипников в направляющих колоннах.
Вальцы вращаются в подшипниках качения, самый нижний имеет роликовый подшипник, а остальные — шариковые. Для предотвращения проникновения пыли корпуса подшипников имеют специальное устройство. Корпус подшипника опирается на шаровую чашку, что предохраняет подшипник от поломки при перекосе вальца.
Для очистки вальцов от проникшего материала устанавливают специальные ножи, которые должны плотно прижиматься к поверхности вальца.
Привод вальцового станка осуществляется от электродвигателя 5 через редуктор 6. Вращательное Движение от нижнего вальца на третий и верхний передается посредством плоских ремней. Первый, третий и пятый вальцы фрикционно приводят во вращение второй и четвертый.
Техническая характеристика
Производительность в сутки по ядру, т 20
Вальцы размольные
количество 5
длина, мм 1250
диаметр, мм 400
Питательный валик
длина, мм 1230
диаметр, мм 120
Скорость вращения, об/мин
нижнего вальца 150
третьего вальца 147
верхнего вальца 147
питательного валика 50
Габариты станка, мм
длина 3440
ширина 1330
высота 2500
Масса, кг 8000
Для обеспечения нормальной работы вальцового станка необходимо соблюдать следующие условия:
обеспечивать исправность всех механизмов и деталей; равномерно подавать продукт в зону измельчения по всей длине вальцов слоем одинаковой толщины;
поддерживать в хорошем состоянии поверхность вальцов; не превышать нормальной нагрузки вальцового станка, контролируя показания амперметра электродвигателя, приводящего в движение станок;
щитки, направляющие измельченный продукт из одного прохода станка в другой, должны плотно прилегать к вальцам, их необходимо регулярно очищать; нельзя допускать дребезжания щитков;
ножи, очищающие вальцы, также должны плотно прилегать к ним, их надо регулярно очищать;
подшипники следует регулярно смазывать и не допускать их перегрева;
приводные ремни должны быть хорошо сшиты, натянуты и работать без проскальзывания по шкиву.
При работе вальцового станка могут быть следующие неисправности:
сотрясение в результате неправильной балансировки вальцов, приводных шкивов (при установке с большим зазором шкив перетягивается на сторону шпонкой, при этом происходит толчкообразное вращение вальцов и нагревание подшипников);
нагревание подшипников из-за их несвоевременной смазки, попадания пыли, неодинакового расстояния между вальцами по длине, недостаточная плотность у фланцев буксы;
вальцы измельчают ядра только краями, когда диаметр вальца в середине меньше, чем по краям, т. е. они не имеют правильной цилиндрической формы. Вызывается это в основном неправильной обработкой вальцов на шлифовально-вальцерезальном станке;
ядро размалывается лишь на небольшом участке длины вальца в результате того, что он не имеет правильной цилиндрической формы и диаметр его в середине больше, чем по краям; причиной может быть также нарушение параллельности осей верхнего и нижнего вальцов.