К отходам производства халвы относится мучка (сечка), получаемая при обрушивании семян на семенорушках, и лузга — оболочка семян подсолнечника. Мучку как высокомасличное сырье используют для получения растительного масла, а лузгу — для выработки спирта, фурфурола, вискозы и других продуктов. Измельченную и обогащенную фузой лузгу целесообразно использовать также на корм скоту. Довольно широко используют лузгу как топливо и с этой целью на многих заводах применяют ее брикетирование.
Для получения масла из мучки применяется оборудование масло-жировой промышленности — прессы. Перед прессованием мучку подвергают влаготепловой обработке для придания мезге пластичности, необходимой для непрерывного брикетирования жмыховой ракушки, и достаточной упругости, необходимой для создания трения между частицами и высокого давления при образовании жмыховой ракушки. Кроме того, влаготепловая обработка способствует лучшему извлечению масла.
Мезгу увлажняют водой, конденсатом, а иногда и насыщенным паром. Тепловую обработку — жаренье — производят в жаровнях.
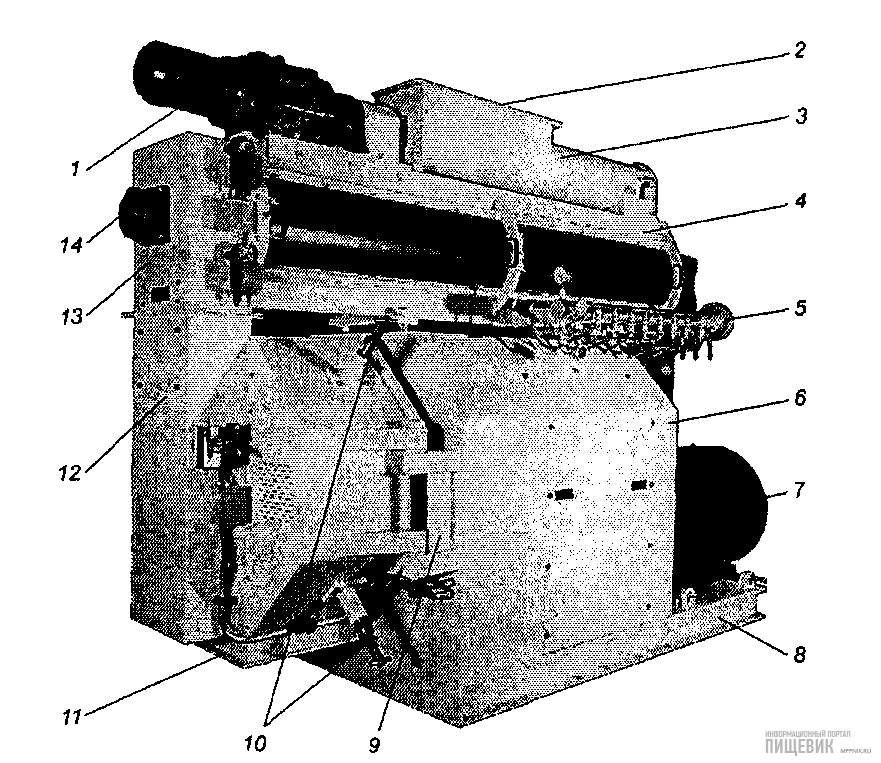
Для прессования мезги применяют экспеллерный агрегат (рис. 1). Он состоит из трехчанной жаровни, шнекового пресса и электродвигателя для привода этих машин.
Жаровни имеют цилиндрическую форму, диаметр их 1200 мм. Чаны жаровень располагаются одна над другой на общем вертикальном валу 1. В каждом чане имеются стальные ножи 2. Вертикальный вал жаровни делает 26 об/мин, приводится в действие от горизонтального вала, получающего вращение от шкива 4, закрепленного на приводном валу шнекового пресса. Днище чанов обогревается паром. В верхнем чане имеется паровпрыскивающая трубка, расположенная у днища повыше лопасти мешалки.
Подача мучки в верхний чан регулируется автоматически поплавковым щитком, перепуск мезги из верхнего чана в нижний— промежуточной поплавковой заслонкой 7. Для питания пресса жаровня снабжается побудительным питателем.
Шнековый пресс состоит из станины 12, редуктора с приводом 13, шнекового вала 15, зеерного цилиндра 16, питателя 14, конусного механизма 17 и маслоприемника 19.
Редуктор представляет собой коробку, состоящую из конических шестерен для изменения числа оборотов и изменения направления вращения промежуточного вала, шестерни для привода редукторного вала и редукторного вала с опорами. При помощи накладной соединительной цилиндрической муфты с четырьмя болтами редукторный вал соединяется со шнековым валом.
Для смазки шестерен редуктора часть из них погружается в масляные ванны. Для наблюдения за уровнем масла в ванне имеются маслоуказатели.
Шнековый вал 15 совместно с зеерным барабаном является основным рабочим органом и состоит из оси, витков давления и промежуточных колец. Вал пустотелый, внутри его находится трубка для провода пара и отвода воды.

Рис. 1. Шнековый пресс:
1— вал жаровни; 2 — мешалка (нож); 3 — коническая шестерня; 4 — шкив; 5 — вал питателя; 6 — натяжной ролик; 7 — поплавок; 8 — клапан; 9 — ось клапана; 10 и 11— стойки; 12 —- станина; 13 — редуктор; 14 — питатель; :5— шнековый вал; 15 — зеерный цилиндр; 17 — конусный механизм; 18 — механизм перемещения конуса; 19 — маслосбсрное устройство; 20—обойма; 21— фланец; 22 — шкив; 23— муфта; 24 — кронштейн; 25— клапанное устройство; 26 — втулка; 27 — подшипник; 28 — болт; 29— брус; 30 — дуга; 31 и 32 — полукольца; 33 — втулка; 34 — гайка; 35 — шестерня; 36 — конус; 37 — кулачковая муфта; 38 — кольцо.
Вдоль всего вала проходит шпоночный паз, в котором посредством шпонки закрепляются звенья шнеков и промежуточные кольца. Шнековый вал собирается из семи отдельных винтов и восьми установочных колец, набираемых на вал и стягиваемых зажимной гайкой. Шнековый вал вращается со скоростью 5— 6 об/мин.
Зеерный цилиндр 16 состоит из двух половин — верхней и нижней, скрепленных стальными брусьями, которые соединены между собой девятью болтами и образуют четырехступенчатый цилиндр.
Питатель обеспечивает равномерную подачу материала в зеерный цилиндр. При нарушении равномерной подачи материала может быть запрессовка вала, а при недостаточном питании пресс не создает полного давления, в результате чего увеличивается масличность отходящего жмыха. Питатель 14 состоит из неподвижной цилиндрической течки, червячного питателя, приводимого в движение парой конических шестерен. Он снабжен автоматическим регулятором, который регулирует подачу материала в зеер.
Конусный механизм предназначен для регулирования величины кольцевого отверстия, через которое выходит жмыховая ракушка. От величины кольцевого отверстия зависит производительность пресса и масличность жмыха: чем меньше отверстие, тем меньше производительность и содержание масла в жмыховой ракушке.
К конусному механизму относятся: коробка сцепления с рычагом и передача для приведения в движение конуса от промежуточного вала редуктора шнек-пресса; приводная шестерня с конусом и побочный механизм — жмыхоломалка. Сечения выходного отверстия регулируют вручную. Перед пуском пресса конус выдвигают до отказа. После пуска, по мере разогревания пресса и установления непрерывного процесса прессования, конус постепенно вдвигается до образования минимальной толщины жмыха.
Техническая характеристика прессаПроизводительность в сутки по масличным семенам, т 17—20
Число оборотов в минуту
шнекового вала 4.5—5
вала жаровни 26
приводного шкива 120
Максимальный кольцевой зазор диафрагмы, мм 8
Избыточнее давление пара в рубашке жаровни, ат 4
.Мощность электродвигателя, кВт 19
Число оборотов электродвигателя в минуту 970
Габариты, мм
длина 2842
ширина 1680
высота 3651
Масса с жаровней, кг 5650
В небольших установках, в основном при однократном прессовании, применяют шнековый пресс окончательного отжима масла марки 1-45. По своей конструкции он аналогичен описанному.
Длина вала 2361 мм. На переднем конце его насажены звездочка для передачи вращения на вал питателя и шнековые звенья, закрепляемые гайкой и контргайкой.
Конусный механизм 17 состоит из конуса 36, соединительной втулки конуса, муфты 23, втулки маховика и направляющей втулки. Зеерный цилиндр состоит из четырех камер.
Уход за прессом марки 1-45 и правила его эксплуатации те же, что и экспеллера ЕП.
Техническая характеристика пресса марки 1-45
Производительность в сутки по переработке семян, т 15—20
Масличность жмыха при однократном прессовании, % 6—7
Число оборотов шнекового вала в минуту 8
Электродвигатель
мощность, кет 10
число оборотов в минуту 960
Редуктор тип ЦДН-50
передаточное отношение 22,84
Передача движения от электродвигателя к редуктору через текстропную ременную передачу с передаточным числом 1 : 5
Вращение шнекового вала пресса левое, если смотреть со стороны электродвигателя
Габариты пресса, мм
длина 3600
ширина 1050
высота 1300
Масса, кг 2600
Для нормальной работы экспеллеров необходимо соблюдать следующие условия:
периодически заменять изнашивающиеся зеерные пластины, шнековые витки вала и конусной втулки пресса;
при запрессовке материала в зеерном цилиндре разобрать его, очистить, собрать и лишь после этого вновь включать в работу;
не допускать выхода из пресса неоднородного по толщине жмыха и наличия масличных пятен на ракушках;
следить за нагрузкой электродвигателя, показания амперметра не должны превышать 22 а;
следить за температурой мезги, поступающей в зеер, и не превышать оптимальной;
поддерживать непрерывное и равномерное питание жаровень перерабатываемым материалом с тем, чтобы чаны были заполнены не менее чем на 2/3 их высоты;
поддерживать непрерывное и равномерное питание пресса мезгой.
следить за тем, чтобы жмых при выходе из пресса был плотным, без жмыховой мелочи, со стороны, обращенной к шнеково- му валу, поверхность жмыха должна быть гладкой, а со стороны зеера — слегка пористой;
регулировать толщину жмыховой ракушки в пределах 5— 7 мм;
материал, направляемый на прессование, тщательно очищать от металлопримесей;
при бесперебойной работе пресса 1 раз в сутки производить полный ход конуса с тем, чтобы ни конус, ни устройства для регулирования толщины ракушек не заедались; стопорные гайки и стопорные кольца во время работы пресса должны быть хорошо затянуты;
поддерживать оптимальные обороты вала пресса, так как при повышении оборотов вала повышается производительность пресса и соответственно масличность жмыховой ракушки;
при укладке зеерных пластин следить за тем, чтобы их выступающие внутрь грани располагались правильно по направлению вращения шнекового вала;
соблюдать правильный тепловой режим: эффективный процесс отжима масла наблюдается при установившемся тепловом режиме.
При работе экспеллеров могут наблюдаться следующие недостатки:
при недостаточном питании разогревшегося пресса происходит обугливание жмыха и слышен шум вырывающихся из-за пресса газов;
прессуемый материал выходит из пресса в виде сухой жесткой высокомасличной муки или крупки, что вызывается пересушиванием мезги. Для предотвращения этого необходимо соблюдать оптимальный температурный режим и кондиционировать прессуемый материал. При пересушивании материала в жаровне, кроме того, может резко возрасти нагрузка на электродвигатель и будет слышен скрежет в зеере пресса. Необходимо увлажнить материал в жаровне; убавить подачу мезги в пресс с целью приведения нагрузки электродвигателя к норме, а также убавить подачу пара в жаровню; закрыть аспирационные окна в чанах жаровни и при необходимости увеличить толщину жмыховой ракушки. Пересушивание мезги ведет к интенсивному износу шнековых звеньев, зеерных колосников и конуса, к поломке ножей, разрывам контрольных шпилек и запрессовке пресса;
мезга недожарена, о чем можно судить по появлению мягкой, вьющейся вокруг конуса жмыха ракушки серо-зеленого цвета, перемещению стока масла к началу I секции зеерного цилиндра и уменьшению выхода масла, увеличению осыпи и выползанию ее в виде лент из межпластиночных зазоров зеера, понижению нагрузки электродвигателя. При недожаривании и переувлажнении мезги появляются характерные масляные пятна и полосы на жмыховой ракушке, а также повышается ее масличность. Для устранения этого недостатка следует увеличить поступление пара в жаровню; уменьшить или прекратить увлажнение материала; сократить или приостановить подачу мезги в пресс; открыть полностью аспирационные окна в чанах жаровни;
не обеспечивается заданная производительность пресса, электродвигатель перегревается. Причина — неравномерное питание пресса мезгой; очень мало отверстие для выхода жмыха; запрессованы щели зеерного цилиндра. Необходимо отрегулировать питатель и конусный механизм, раскрыть зеерный цилиндр, очистить пластины и заменить негодные новыми;
давление прессования не поддается регулированию. Причина — не работает конусный механизм.