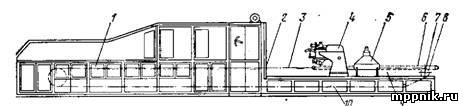
Машина «Стандарт» (фирмы «Кюстнер») в этом отношении менее капризна. Она формует в минуту 55 брикетов по 200 г и состоит (рис. 7) из трех частей, смонтированных на двух стоящих вплотную друг к другу чугунных станинах. На одной станине расположены шнек-пресс 1 и формующий ротор 2, на другой — карусель 3 заверточных механизмов с бобиной для рулона 4 заверточного материала и регулировочным штурвалом 5. К выходной позиции карусели пристраивается ленточный транспортер для отвода завернутых брикетов.
Масло кусками загружают в приемный бункер, откуда оно захватывается витками двух прессующих горизонтальных шнеков, вращающихся навстречу друг другу.
")
Рис. 7
Прессующие шнеки обычно выполняются деревянными, чтобы предотвратить прилипание масла и попадание в него металлической пыли. Шнеки включаются периодически, в соответствии с остановками формующего ротора. Последний имеет четыре гнезда-формы и во время выстоя принимает в очередное гнездо под поднятый в это время поршень нагнетаемую шнек-прессом порцию масла. После поворота ротора порция оказывается над заверточной каруселью, где и выдавливается поршнем на бланк пергамента. Отделение сформованного брикета от поршня производит проволочный нож, периодически приводимый в движение кулачковым механизмом заверточной карусели.
Завертка бруска масла осуществляется по технологической схеме на рис. 8. Отрезанный от ленты бланк пергамента 1 подается на вращающуюся с остановками карусель 2 в позицию 1. На карусели бланк зажимается между нижней 3 и верхней 4 пластинами с отверстиями. Щуп 6 контролирует наличие оберточного материала, при отсутствии которого автомат выключается. В позиции II компостер 5 наносит на бланк дату фасовки.
 Завертка бруска масла осуществляется по технологической схеме
Завертка бруска масла осуществляется по технологической схеме
Рис. 8
В позиции III на бланк выдается отформованный брикет 7, который поднимающимися в прорезях карусели лапками 9 заворачивается по боковым граням. Для более ровного прилегания пергамента к маслу эта операция производится с участием ограничительных лапок 8, которые постепенно, по мере поднятия лапок 9, отходят и дают возможность упругим продольным концам пергамента принять вертикальное положение при переходе находящегося в гнезде брикета из позиции III в позицию IV.
В позиции IV с помощью пластинки 10, опускающейся и поворачивающейся по неподвижному профилю, производится загибание одного конца бланка на верхнюю плоскость брикета. При повороте карусели из позиции IV в позицию V другой конец бланка находит на неподвижную направляющую 11 и также загибается.
В позиции V пуансоны 12 подворачивают верхние торцовые стороны обертки, образуя при этом боковые уголки обертки. Боковые парные лапки 13 и 14 по очереди заворачивают уголки на торцы масляного брикета. При этом образуются нижние торцовые остроконечные хвостики. Подгибку их на торцы брикета осуществляют неподвижные фасонные направляющие 15 при перемещении брикета из позиции V в позицию VI. В этой позиции происходит подпрессовка завернутого брикета сверху прижимом 16 и с торцов — поворотными лапками 17.
Готовую пачку масла толкатель 18 из позиции VII карусели передает на поворотный столик 19. Последний переворачивает пачку этикеткой вверх и подает на выходной транспортер 20. В позиции VIII стоит неподвижный скребок, предохраняющий от попадания в позицию I каких-либо предметов, оставшихся на карусели случайно.
Кинематическая схема автомата «Стандарт» (рис. 9) типична для сложных агрегатированных машин, соединяющих в себе линейную и роторную компоновки. От электродвигателя через ременную передачу и фрикционную муфту вращение передается на главный вал II, а затем через червячную передачу на вертикальный вал III. Двухповодковое водило на этом валу приводит в периодическое вращение четырехпазовый мальтийский крест формовочного стола 3.
От этого же вертикального вала через коническую шестеренную пару вращение передается на промежуточный вал VI, расположенный под шнек-прессом. Передача крутящего момента прессующим шнеком происходит через фрикционную муфту автоматического включения и ряд цилиндрических шестеренных передач. Число оборотов шнеков можно изменять путем поворота гитары вокруг своей оси, изменяя при этом порядок зацепления шестерен. Шнеки могут вращаться и непрерывно, если вручную выключить механизм автоматического включения фрикционной муфты. На валу VI сидят цилиндрические кулачки 4, 5, 6, 7, управляющие с помощью рычажных передач и тяг механизмами формующей головки. От главного вала также через червячную передачу вращение передается на вертикальный вал XII. На последнем сидит одноповодковое водило, приводящее во вращение с остановками восьмипазовый мальтийский крест операционной заверточной карусели. С этого же вала XII посредством цилиндрических зубчатых, а затем червячных -передач получают вращение распределительно-управляющие валы XVIII, XXI, XXII и другие с насаженными на них кулачками исполнительных механизмов завертывающей карусели. К одному из валов могут быть присоединены также ленточный транспортер 1 и протяжной валик 2.
В настоящее время находят применение также автоматы ЗИГ (Швейцария), «Джонсон» (Англия), АРМ, а также заверточные линии, состоящие из двух автоматов — плунжерного пресса ОМП и формовочно-заверточного автомата ОМФ. Пресс ОМП прессует недефростированное твердое масло при температуре до — 5° С.
На рис. 10 дана технологическая схема автомата марки АРМ для фасовки и упаковки масла пачками по 100 или 200 г. Основные узлы автомата: станина с главным приводом, механизм образования коробки, формующий стол, дозатор, механизм заделки и транспортер. Вращающийся с остановками круглый стол имеет восемь гнезд.
 Кинематическая схема автомата «Стандарт»
Кинематическая схема автомата «Стандарт» Рис. 9
 технологическая схема автомата марки АРМ для фасовки и упаковки масла пачками по 100 или 200
технологическая схема автомата марки АРМ для фасовки и упаковки масла пачками по 100 или 200
Рис. 10
Лента упаковочного материала с рулона 1 протягивается вращающимися секторами 5 над направляющим валиком 3 под прижимом 2, компостируется дататором 4 и отрезается ножами 6. Отрезанный бланк I рычагами 7 и секторами подается на формующую матрицу 9 под пуансон 8. Щуп 10 контролирует наличие бланка на матрице и в случае его отсутствия останавливает автомат. При наличии бланка пуансон 8 опускается и проталкивает бланк через матрицу 9, придавая ему форму коробочки II в гнезде формующего стола 12. Дозатор И заполняет коробочку в позиции III определенной порцией масла, а механизм заделки 13 закрывает ее так, как показано на позиции IV. Механизм подпрессовки 15, сжимая пачку, придает ей окончательную форму (позиция V). Далее выталкиватель 18 выталкивает пачку из гнезда формующего стола (позиция VI), а съемник 17 доставляет пачку на переворачиватель 16. Последний переворачивает пачку закрытой стороной вниз (позиция VII), и она поступает на выходной транспортер 14.
Схема устройства автомата ОМФ дана на рис. 11, технологическая схема завертки — на рис. 12. Отпрессованный непрерывный брус масла поступает с пресса на транспортер 11 автомата (рис. 11). Брусок зажимается между верхней и нижней лентами подающего транспортера и поступает к фасующей головке 10. Основную часть этого узла составляет вращающийся зубчатый кольцевой ротор, внутри которого укреплена струна. Она отрезает от бруска брикет определенной длины (операция I по рис. 12), который подхватывается с лотка фасующего устройства полочкой роторного элеватора 4 и переносится к заворачивающему устройству 3 (операция II). Перед фальцующей плитой этого устройства брикет встречает вертикально расположенный на специальном ограничителе бланк пергамента (операция III).
Пергамент подается с рулона, укрепленного на бобинодержателе 9, проходит компостер 8, где останавливается прижимом 7 и компостируется, после чего увлажняется в ванночке 6. Протяжка, подсечка и отрыв пергамента происходят с помощью валиков 5.
Проходя вместе с пергаментным бланком между крышкой фальцующей плиты и самой плитой, брикет обертывается пергаментом по передней, верхней и нижней граням. Кроме того, при помощи подминающих лапок и фасонных винтовых направляющих завертываются боковые грани брикета. Таким образом, брикет оказывается завернутым по пяти граням (операция IV).
Закрытие конверта, т. е. завертка шестой задней грани производится так: сначала загибаются боковые створки (операция V), затем — нижняя (операция VI) и, наконец, верхняя створка (операция VII).
Когда брикет полностью завернут, толкатель подает следующий брикет, который сам поджимает, уплотняет, а затем и перемещает только что завернутый брикет (операция VIII). Затем, под действием последующих подаваемых толкателем брикетов масла завернутый брикет выталкивается на транспортер готовой продукции (операция IX).
 Схема устройства автомата ОМФ
Схема устройства автомата ОМФ Рис. 11
Производительность автомата 100—110 стограммовых пачек в минуту.
Увеличение производительности по сравнению с ранее рассмотренными автоматами достигнуто здесь удачным расчленением процесса на операции, применением прямолинейной компоновки, неподвижных направляющих и непрерывно-ротационных исполнительных механизмов транспортера, элеватора, роторного ножа. Правда, протяженность потока здесь увеличилась — длина линии около 6 м.
 технологическая схема завертки
технологическая схема завертки
Рис. 12
Дальнейшее усовершенствование автоматов для фасовки и упаковки пластических пищевых продуктов должно пойти по пути все большего применения следующих принципов конструирования:
1) создание непрерывно-поточного движения формируемых и упаковываемых (заворачиваемых) объектов по траекториям, позволяющим использовать неподвижные рабочие органы в виде фасонных направляющих, винтообразных и угловых подворачивателей и т. п.;
2) применение ациклических рабочих органов с ротационным движением по замкнутым траекториям — ротационных ножей, толкающих и фрикционных транспортеров и т. п.;
3) применение термосвариваемых упаковочных материалов;
4) критический подход к форме образуемых и заворачиваемых объектов и если возможно — такое ее изменение, которое обеспечит минимальную затрату упаковочного материала, простейшую и кратчайшую траекторию внутримашинного перемещения и соответствие форме и размерам стандартной внешней тары.
Режим термосварки, одинаково пригодный как для упаковочного материала, так и для пищевого продукта, должен в каждом отдельном случае устанавливаться экспериментальным путем.