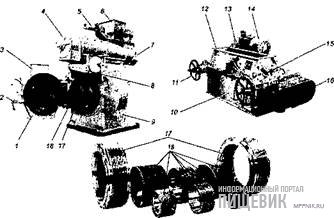
Конструкции шнековых прессов при всем разнообразии их марок имеют много общего, в том числе и основные узлы, которые рассмотрены на примере пресса ФП (рисунок 1).
Станина 1, являющаяся основой, на которой смонтированы все главные узлы шнекового пресса, выполнена чаще всего литой из чугуна. Обычно она состоит из двух стоек, соединенных стяжными болтами. Иногда станины делают сварными из стали, но жесткость их ниже, чем литых.
Зеерный барабан 4 чаше всего выполняют из нескольких ступеней, различающихся диаметром. В поперечном сечении каждая ступень зеерного барабана состоит из стяжных скоб (из толстой листовой стали толщиной 30 мм), имеющих осевой разъем, зеерных планок, набранных цилиндрической поверхностью и опирающихся на кромку центрального отверстия стяжных скоб. Зеерные планки в скобах закреплены между упорным клином в разъеме и натяжным клином, установленным на вертикальной оси. Таким образом, стопа зеерных планок занимает четверть окружности, в каждой половине стяжной скобы расположены две такие стопы зеерных планок, а всего в обеих половинках стяжной скобы - четыре. Укладывают зеерные планки одну к другой так, чтобы «заершенность» их выступающих частей была расположена по направлению вращения шнекового вала. Удерживание набранных зеерных планок обеспечивается натяжным клином, который при помощи винтов может подтягиваться к стяжной скобе, и его наклонная плоскость при этом оказывает давление с большей силой на стопу зеерных планок.
 Форпресс ФП
Форпресс ФП
Рисунок 1 - Форпресс ФП
По всей длине зеерного барабана установлено несколько стяжных скоб (так, в прессе ФП зеерный барабан имеет длину 1167,5 мм и четыре секции-ступени различного диаметра: Æ 250 мм, Æ 200 мм, Æ 22О мм, Æ240 мм, а стяжных скоб тринадцать). Стяжные скобы одной половинки с набранными в них зеерными планками образуют половинку зеерного цилиндра. Обе половинки зеерного цилиндра при помощи четырех стяжных брусьев и шпилек могут быть соединены в единый зеерный барабан.
В месте разъема заложены фигурные пластины-ножи, которые имеют выступы и вырезы в соответствии с конфигурацией шнекового вала.
Назначение ножей - предотвратить проворачивание материала вместе со шнековым валом. Этому же способствует «заершенность», образованная зеерными планками. Зазоры между зеерными планками необходимы для выхода выделяющегося при прессовании масла. Зазоры между планками обеспечиваются тем, что на боковых поверхностях зеерных планок делают специальные приливы. По длине зеерного барабана установлено несколько зеерных планок - практически столько, сколько ступеней, т. е. длина планки и длина ступени совпадают.
Величина зазора между зеерными планками зависит от того, какой -предварительный или окончательный съем масла производят на прессе, а также от того, какое масличное сырье перерабатывают. В случае предварительного прессования зазор между планками несколько больше, чем в случае окончательного прессования. Зазор между зеерными планками изменяется от ступени к ступени, уменьшаясь по направлению к выходу прессуемого материала. Указанный характер изменения зазора между зеерными планками связан с необходимостью облегчения стока отпрессованного масла при ограничении по количеству осыпи (твердых частиц прессуемого материала), выходяшей вместе с маслом, Чем больше давление в прессе, а оно больше в случае окончательного прессования и растет по направлению к выходу прессуемого материала, тем меньше должен быть зазор между зеерными планками, Общее изменение зазора от 1,5 до 0,15 мм.
Шнековый вал 5 является основным рабочим органом любого шнекового пресса. Пространство между внешней поверхностью шнекового вала и внутренней поверхностью зеерного барабана является рабочим пространством. При врашении шнекового вала прессуемый материал транспортируется в рабочем пространстве и, в связи с уменьшением свободного объема вдоль шнекового вала по направлению к выходу в результате уменьшения шага витков и увеличения диаметра тела шнека, прессуется с отжимом масла.
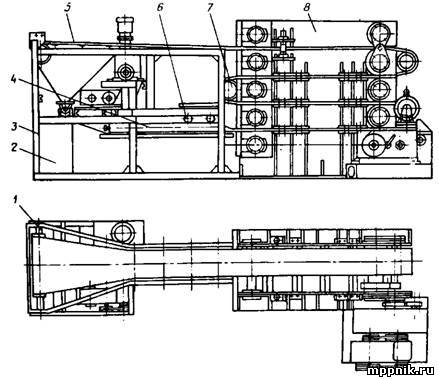
Конструктивно шнековый вал (рисунок 2) выполняют сборным из отдельных шнековых витков, различающихся шагом и диаметром, и промежуточных колец, насаживаемых на гладкий вал и фиксируемых от проворачивания шпонкой. Такая конструкция позволяет изготавливать отдельные витки шнека с постоянным шагом, что упрошает технологию их изготовления, а также замену шнековых витков по мере их износа.
Регулировочное устройство 6 конусного типа обеспечивает регулирование давления в рабочей камере пресса, что особенно важно в период пуска пресса, который разогревается в течение определенного периода времени. Прессуемый материал в паковой период имеет пониженную температуру, что приводит к повышению вязкости масла и затруднению его отжима при повышенном давлении. После разогрева пресса работа его нормализуется. Таким образом, рекомендуется в период пуска с помощью регулировочного устройства поддерживать в рабочей камере пресса давление меньше номинального (при пуске конус отодвигают на максимальное расстояние), и только после разогрева пресса с помощью регулировочного устройства поднимают давление в рабочей камере до номинального, При работе пресса возможен излишний его разогрев, и в этом случае, наоборот, понижают давление в рабочей камере пресса, что также выполняют с помощью регулировочного устройства. В некоторых конструкциях прессов для обеспечения требуемого снижения температуры дополнительно к снижению давления проводят охлаждение рабочей камеры пресса, подавая охлаждающую воду в специальный осевой канал шнекового вала ити охлажденное масло на внешнюю поверхность зеерного барабана.
Принцип регулирования давления в рабочей камере пресса заключается в изменении сечения выходной щели и, соответственно, связанного с ним местного сопротивления. В случае регулировочного устройства конусного типа перемещение конуса относительно выходного отверстия зеерного барабана ведет к изменению ширины выходной щели.
 Шнековый вал форпресса ФП
Шнековый вал форпресса ФП
1 - приемный виток; 2 – 8 - прессующие витки
Рисунок 2 - Шнековый вал форпресса ФП
Конусный регулятор состоит из длинной втулки, которая на части своей наружной поверхности имеет резьбу, На эту втулку навинчена правая и связанная с ней левая фигурные втулки, Левая втулка насажена с зазором, т.е. она не ограничена в окружном и осевом перемещении. С внешней стороны к левой втулке при помоши стопорных болтов прикреплен конус. Между левой и правой фигурными втулками вставлено кольцо, а сами втулки соединены между собой обоймой. На правой втулке на шпонке посажен штурвал с защелкой для фиксирования его положения.
Регулятор работает следующим образом, При вращении штурвала вращается связанная с ним правая фигурная втулка. В зависимости от направления вращения штурвала втулка получает продольное перемещение по резьбе в соответствующем направлении. Такое же перемещение получает связанная с правой фигурной втулкой левая фигурная втулка и укрепленный на ней конус. При этом происходит изменение ширины выходной щели.
Регулятор питания 3 обеспечивает равномерную подачу материала в рабочую камеру пресса, а также требуемую плотность материала на приемном витке шнекового вала, что позволяет поддерживать номинальную производительность и масличность выходящего материала. Существуют различные конструкции регуляторов питания, В частности, применяется вертикальный одновитковый шнек, расположенный в вертикальной питающей течке непосредственно над приемным витком шнекового вала.
Привод пресса 2 осуществляется от электродвигателя через редуктор. Редукторы на прессах встречаются разнообразной конструкции. В частности, в прессе ФП применяется коническо-цилиндрический встроенный редуктор.