Вальцовый станок ЗМ (рис. 1) предназначен для мельниц с внутренним механическим транспортом и несколько отличается от станка ЗС конструкцией отдельных узлов. Так, в станке ЗМ гидроавтомат отличается только тем, что вместо секторного датчика в приемной трубе установлен ветвеобразный поплавок. В настоящее время Воронежский машиностроительный завод приступил к серийному производству механического автомата управления станком ЗМ конструкции инженера А. М. Горобцова. Этот автомат будет установлен в станке ЗМ вместо гидроавтомата.
Мелющие вальцы расположены под углом 45° к горизонту. Механизм регулировки питания станка менее совершенен, чем в станке ЗС, и не имеет прибора, показывающего величину питающей щели.
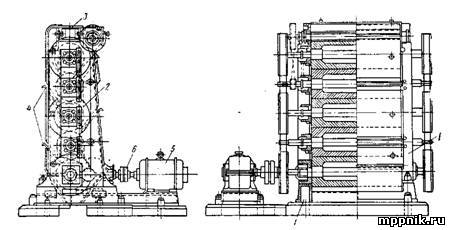
 Вальцовый станок ЗМ
Вальцовый станок ЗМ
Рис. 1. Вальцовый станок ЗМ:
1-канал аспирационного устройства; 2 - щетки; 3 -мелющие, вальцы; 4-14 - дверки; 5 - шнек-ворошитель; 6 - приемный цилиндр; 7 - датчик (ветвеобразный); 5 -секторная заслонка; 9 - дозирующий валок; 10 - распределительный валок; 11 - штурвал привально-отвального механизма; 12-эксцентриковый валик; 13 - ножи.
Станок ЗМ имеет аспирационное устройство для охлаждения продуктов измельчения и обеспыливания. Воздух поступает в станок через щель между верхним краем дверки и крышкой станка, пересекает под мелющими вальцами поток измельченного продукта и уносит с собой пыль, тепло и влагу через канал, соединенный воздухопроводом с аспирационным сборником. В сборнике снижается скорость воздуха, и часть пыли (наиболее крупная) оседает.
Принцип действия привально-отвального механизма не отличается от механизма станка ЗС; конструкция механизма для настройки параллельности вальцов имеет ряд особенностей.

Рис. 2. Механизм настройки параллельности вальцов станка ЗМ.
Механизмы настройки параллельности вальцов вальцового станка ЗМ
Механизмы настройки параллельности вальцов вальцового станка ЗМ (рис. 2) подвешены на эксцентриковых цапфах 11 валика привально-отвального механизма. Верхний и нижний узлы соединены гайкой 8, имеющей двустороннюю резьбу, в которую ввинчены концы тяг 7 и 10 с разным шагом резьбы. При повороте гайки 8 на 360° нижний узел механизма вместе с головкой 5 рычага корпуса подшипника медленновращающегося вальца смещается на 0,62 мм. Поворот гайки 8 производится храповым механизмом с рукояткой 9.
Амортизационное устройство состоит из металлического стакана 4, свободно надетого на пружину 3, которая опирается на шайбу 2 и упорную гайку 1, навинченную на тягу 7. При попадании .твердого предмета между вальцами корпус подшипника медленновращающегося вальца поворачивается относительно оси 4 и головкой 5 рычага сжимает пружину 3. Как только твердое тело пройдет зону измельчения, пружина переместит головку 5 рычага к стопорной гайке 6, и таким образом восстановится исходный зазор между мелющими вальцами.
Механический автомат
Механический автомат (рис. 3) производит то же операции, что и гидроавтомат.
Основными конструктивными узлами механического автомата являются: приводной механизм; исполнительный механизм; устройство, связывающее датчик автомата с его исполнительным механизмом, и устройство для ручного включения и выключения вальцового станка при ремонте автомата или аварийном выключении электроэнергии.
Приводной механизм автомата состоит из валика 30, выполненного как одно целое с шестерней 31, приводимого во вращение плоскоременной передачей 29 от быстровращающегося вальца, блока двух шестерен 32 и 26, свободно вращающихся на валу 36, и шестерни 19, которая входит в зацепление с шестерней 26 и свободно вращается на валу 20.
Исполнительный механизм состоит из: диска 17, соединенного шпонкой с валом 20. В диске свободно установлен валик 25, на котором с левой стороны закреплена собачка 22, а с правой - сектор 23. Собачка соединена пружиной 21 со штырем, закрепленным в диске 17;
эксцентрикового диска 39, закрепленного на валу 20. Диск 39 соединен посредством шатуна 38 и системы рычагов с эксцентриковым валиком привально-отвального механизма; диск также связан торцовым кулачком 37 с механизмом 33, 34 и 35 для выключения или включения вращения питающих валков;
системы рычагов 40 и 41, связывающих вал 20 с секторной заслонкой питающего механизма и устройством 42 и 43 для включения и выключения сигнальной лампочки 44.
Устройство, связывающее датчик автомата с исполнительным механизмом, представляет собой систему взаимосвязанных рычагов, пружин и коромысла 16, которое входит в зацепление с собачкой 22 исполнительного механизма.
Автомат работает следующим образом. Под действием веса продукта, поступающего в приемную трубу вальцового станка, поплавок 1 опускается и через систему рычагов 2, 3, 4 и ролик 5 давит на стержни 6 и 7, которые, сжимая пружины 8 и 9, опускаются. При этом палец 14, который входит в зацепление с коленчатым рычагом 13, поворачивает по часовой стрелке рычаг и соединенные с ним вал 15 и коромысло 16.
 Кинематическая схема механического автомата вальцового станка ЗМ
Кинематическая схема механического автомата вальцового станка ЗМ
Рис. 3. Кинематическая схема механического автомата вальцового станка ЗМ.
Собачка 22, освобожденная от зацепления с коромыслом пружиной 21, поворачивается вместе с сектором 23 по часовой стрелке, при этом сектор устанавливается на пути движения упора 24, укрепленного на постоянно вращающейся шестерне 19. Последняя при помощи упора и сектора 23 вращает диск 17 и вал 20, соединенный с ним до того, как собачка 22 своим свободным концом войдет в зацепление с правым концом коромысла и повернет сектор 23 в сторону от упора 24. В этот момент фиксатор 27 под действием пружины 28 войдет в углубление диска 17 и зафиксирует положение вала 20 и закрепленных на нем эксцентрикового диска 39 и рычага 40, повернувшихся на 180°. При повороте диск 39 посредством шатуна 38 произведет привал мелющих вальцов, торцовым кулачком 37 освободит полумуфту 33, свободно соединенную с валом 36 призматической шпонкой 34. Под действием пружины 35 полумуфта войдет в зацепление с торцовыми зубьями на ступице шестерни 32 и начнет вращать вал 36, приводящий в движение питающие валки вальцового станка.
При повороте рычага 40 и сочлененного с ним рычага 41 секторная заслонка питающего механизма откроется и устройством 42 и 43 выключится сигнальная лам-, почка.
Станок выключается автоматически при прекращении поступления продукта в приемную трубу. При этом пружина 8, преодолевая давление убывающего продукта, перемещает вверх стержень 7, коромысло 16, освобождает собачку 22, которая пружиной 21 поворачивается вместе с сектором 23 и вводит его в зацепление с упором 24. Вал 20, диск 39 и рычаг 40 поворачиваются на 180°, при этом все механизмы занимают исходное положение.
Для включения вальцового станка вручную необходимо повернуть рычаг 13 по часовой стрелке и ввести его рукоятку 12 в зацепление с защелкой 10, при этом левый конец коромысла выйдет из зацепления с собачкой 22. Затем следует рукояткой 18 повернуть вал 20 на 180° по часовой стрелке. Для выключения станка необходимо повернуть защелку 10 и рычаг 13 в исходное положение, а рукоятку 18 на 180° по часовой стрелке. Для нормальной работы автомата необходимо отрегулировать: положение упора 24 таким образом, чтобы после привала мелющих вальцов центр фиксатора 27 точно совпадал с углублением впадины на диске 17; положение пальца 11 так, чтобы после привала мелющих вальцов вручную обеспечивалась возможность фиксации положения рычага 13 защелкой 10.
Конструкция механического автомата имеет ряд преимуществ перед гидроавтоматом. Так, механический автомат проще в устройстве и изготовлении, работает устойчиво и обеспечивает своевременный отвал и привал мелющих вальцов, включение и выключение питающего механизма, механизмы автомата работают под нагрузкой только в моменты выключения и включения станка. На изготовление механического автомата расходуется значительно меньше металла и средств, чем на изготовление гидроавтомат.