Позволяет формовать шоколадные изделия в виде различных пустотелых фигур или половинки для последующего вкладывания в заготовки сувениров и соединения затем двух половинок вручную. В последнем случае при формовании между половинками форм помещают пластину с отверстием.
В автомате используются раздельно вкладываемые в специальные формодержатели металлические сборные формы с одним, двумя или несколькими рядами ячеек. Ячейки имеют различные размеры и разнообразные рисунки. Формы состоят из двух частей: нижняя устанавливается в формодержатели, закрепленные на цепном транспортере, а верхняя выполнена легкосъемной. Она накладывается на нижнюю часть формы и закрепляется замком после того, как ячейки нижней части формы заполнены порцией шоколадной массы.
Можно использовать не только типовые металлические формы, но и рамные формы для работы с вкладышами из пластмассы или с заготовками, которые получаются штамповкой из фольги. Заготовки из фольги служат одновременно и формой, с помощью которой изготавливается пустотелая фигура. Она же является упаковочным материалом для готового изделия.
Формы из пластмассы или из фольги вкладывают в шаблоны — металлические пластины с фасонными ячейками. После заливки шоколадной массы форму собирают и плотно замыкают зажимом.
Пустотелые фигуры образуются при сложном механическом вращении плотно закрытых форм. Вращение под воздействием специального механизма происходит в двух плоскостях — по ходу движения форм и перпендикулярно к нему. При продвижении и вращении формы дополнительно обрабатываются на вибротранспортере. Такое комбинированное воздействие обеспечивает более равномерное распределение и достаточно хорошее разравнивание образуемой внутри них оболочки из оттемперированной жидкой шоколадной массы.
Автомат характеризуется очень коротким производственным циклом, который в свою очередь требует минимального количества форм и отличается большой гибкостью в выборе производственной программы и переходе с выработки одного вида изделий на другой. При относительно небольших габаритных размерах и занимаемой производственной площади он имеет достаточно высокую производительность, обеспечивает точную массу отдельных изделий и в зависимости от используемых форм позволяет регулировать их массу в довольно широких пределах. Все основные операции производства пустотелых изделий механизированы. Автомат обслуживает оператор и две работницы, которые осуществляют сборку и открытие форм.
Автомат (рис. 1) работает следующим образом. Отбирается комплект форм требуемого рисунка и их нижняя часть, представляющая собой рамку с ячейками, вставляется в формодержатели на участке 8. Формодержатели подвешены между двумя роликовыми цепями, образующими бесконечный основной транспортер 10. Последний подводит формодержатели с нижними половинками форм под нагреватель 5, в котором они подогреваются потоком теплого воздуха, подаваемым центробежным вентилятором, связанным с расположенным под ним паровым калорифером. Одновременно по установленному параллельно основному и несколько выше его транспортеру 6, двигающемуся со скоростью, равной скорости основного транспортера 10, на участок 3 автомата подаются верхние половинки форм и замки, которые также проходят через нагреватель 5 и нагреваются до требуемой температуры (около 32°С).
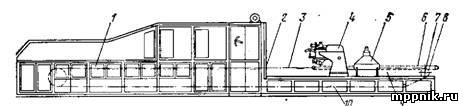
Рис. 1. Автомат модели «Иенсен» для формования пустотелых фигур
Нижние половинки форм основным транспортером непрерывно подводятся под дозирующе-формующую машину 4, которая заполняет ячейки форм порциями оттемперированного шоколада определенной массы. Дозирующе-формующая машина с подвижной (качающейся) головкой специально сконструирована для данного автомата и отличается высокой производительностью и точностью дозирования. В соответствии с расположением и количеством ячеек в форме можно регулировать одно-, двух- или трехрядную отливку изделий или отливку двух или трех спаренных рядов ячеек в одной форме. Можно также быстро заменять в дозирующе-формующей машине всю поршневую коробку с поршнями, золотником, мундштуком и насадками при переходе с одного вида изделий на другой.
Каждый канал и насадка связаны только с одним поршнем, что обеспечивает достаточно высокую точность массы формуемых изделий. В момент заполнения формы приподнимаются, а затем резко опускаются вниз. Это позволяет избежать потеков и образования капель, загрязняющих формы. На участке 3 работница снимает верхние половинки форм с транспортера 6, накладывает их на нижние и запирает формы замком. Быстросъемные замки позволяют легко закрыть собранную форму. ( Затем в позиции 2 формы входят в холодильную камеру тоннельного типа, оборудованную воздухоохладителем и вентилятором для циркуляции воздуха, расположенными над камерой, в которой движется основной транспортер. Во время вращения формы дополнительно обрабатываются на вибротранспортере. Последний представляет собой вибратор рамного типа, который приводится в движение от индивидуального электродвигателя с регулируемой частотой вращения.
С помощью специального механизма формодержателям и заключенным в них формам придается вращательное движение в двух плоскостях. Подвижные детали этого механизма и цепи устройства, вращающего формы, закрыты кожухом. Вибрация форм в сочетании с их сложным вращательным движением обеспечивает равномерное распределение жидкой шоколадной массы по внутренней поверхности форм и получение изделий с одинаковой толщиной оболочки.
Формы непрерывно движутся через холодильную камеру, в которой температура постепенно снижается. При этом слой шоколадной массы, находящийся внутри форм, начинает застывать. Охлаждение изделий в камере осуществляется в зонах с различной температурой. Вначале они по ходу движения форм постепенно охлаждаются, а затем их температура выравнивается (процесс акклиматизации).
В точке 1 формы сходят с вибротранспортера, и их комбинированное вращение прекращается. Далее основной цепной транспортер перемещает их в нижнюю часть холодильной камеры. Она является зоной акклиматизации, которая распространяется почти до участка выхода форм из камеры, т. е. до их поворота в точке 7. Здесь вручную разбирают формы, отделяя их верхнюю часть и замок, и ставят их на ленточный транспортер 6, который перемещает верхние половинки форм под нагреватель 5 и далее на участок сборки форм. Изделия из нижней части форм извлекаются вручную на участке секции 9 автомата. Готовые изделия укладываются в торговую тару, а освобожденные нижние части форм продолжают свое движение к нагревателю для подогрева и повторения цикла формования изделий.
Операция извлечения изделий из форм может производиться вручную и механизированно. В последнем случае на участке секции 9 автомата устанавливают вибрационную выборочную машину, приемный транспортер, движущийся под цепным, с формами в одном с ним направлении и с той же скоростью, и в конце его — поперечный разгрузочный транспортер. Перед выборочной машиной формы поворачиваются вокруг своей оси на 180°. Во время вибрации изделия извлекаются из форм, поступают на приемный транспортер, передаются с него на разгрузочный транспортер, который выводит их из автомата. После вибрационной выборочной машины формы вторично поворачиваются на 180°, занимают рабочее положение и направляются на подогрев.
Техническая характеристика автомата «Иенсен»
Производительность, форм/мин 6—24
Мощность, кВт
электродвигателей 9.2
обогревателей 2
Габаритные размеры, мм
длина 23800
ширина 3300
высота 1975