На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Автомат «Супер-Кавемиль-732» фирмы «Карле и Монтанари» (Италия). Предназначен для массового производства, плиточного шоколада без добавлений или с твердыми добавлениями и является двухголовочным.
В автомате используются формы размером 732X202 мм. "Однорядные формы для изделий массой 150, г имеют 9 ячеек. Формы вкладываются в формодержатели, закрепленные шарнирно на двух бесконечных роликовых цепях. В отличие от других автоматов модели «Кавемиль» в данной модели используется верхнее расположение транспортера возврата пустых форм, которые опускаются, находясь не в горизонтальном, а в вертикальном положении.
В комплект автомата входят две высокопроизводительные дозирующе-формующие машины.
Производительность автомата «Супер-Кавемиль-732» значительно выше автоматов для производства плиточного шоколада, выпускавшихся ранее фирмой «Карле и Монтанари» или другими фирмами. При скорости формования 60 форм/мин (при девяти ячейках) и массе каждого изделия 150 г производительность автомата составляет 4860 кг/ч.
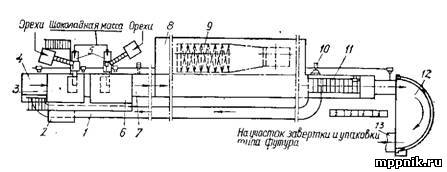
Рис. 4. Двухголовочный автомат «Иенсен» фирмы «Микроверк» (Дания)
Автомат «Иенсен» фирмы «Микроверк» (Дания). Предназначен для массового производства шоколадных плиток без добавлений и шоколадных масс с предварительно введенными в них твердыми добавлениями (целый орех, ореховая крупка).
Автомат (рис. 4) двухголовочный, выполнен в однолинейном варианте с боковым транспортером для возврата пустых форм, связанный непосредственно с участком механизированной завертки и упаковки готовых изделий типа Футура, образует комплексно-механизированную поточную линию для массовой выработки, завертки и упаковки плиточного шоколада.
В комплект автомата входят две установленных параллель- до автоматических горизонтальных темперирующих машины (модели ТС-2000 или равным им по производительности) и две станции 5 для приготовления и транспортирования смеси из оттемперированной шоколадной массы (80%) и целых или раздробленных орехов (20%), разработанные фирмой «Микроверк».
В автомате используются металлические формы с 11 (шоколад массой 50 г) или 12 (шоколад массой 100 г) ячейками.
Автомат работает следующим образом. Пустые формы двигаются по боковому транспортеру 1, закрытому коробом и одновременно подогреваются теплым воздухом, который подается в короб вентилятором из парового или электрического калорифера. Формы не закреплены и лежат свободно, передвигаясь вперед толкателями цепного транспортера. Они проходят участок поворота и по транспортеру 4 поступают к дозирующе-формующим машинам 3 и 6. Машины работают последовательно, и каждая из них обеспечивает заполнение 20— 30 форм в минуту. Дозирующе-формующие машины выполнены качающимися и в процессе работы периодически совершают возвратно-поступательное движение. Скорость формования регулируется бесступенчато — нажимом на пульте управления 2 кнопок «Больше» — «Меньше». Формы, заполненные шоколадной массой без добавлений, поступающей непосредственно из темперирующих машин, или шоколадной массы с добавлениями, подаваемой со' станции 5, направляются на вибраторы 7. После разравнивания массы в ячейках и удаления пузырьков воздуха формы поступают в вертикальную холодильную камеру 8. Воздухоохладитель 9 вертикальной холодильной камеры 8 сделан выносным и расположен сбоку в верхней части автомата, не мешая проходу и не занимая производственной площади. Охлаждение воздуха — рассольное. Охлажденный воздух рециркулирует в системе, которая состоит из холодильной камеры и воздухоохладителя, принудительно, противотоком, благодаря . работе нескольких осевых вентиляторов. Параметры температурного режима охлаждения формуемых изделий поддерживаются автоматически.
При повороте форм на 180° готовые изделия извлекаются из них на вибрационной выборочной машине 10, поступают на Двигающийся параллельно основному и с той же скоростью пластинчатый транспортер 11 и передаются на специальное поворотное устройство 12. Последнее осуществляет поворот потока шоколадных плиток на 180° без нарушения рядности и положения относительно друг друга и передает их на транспортер 13, связывающий автомат с участком механизированной завертки и упаковки типа Футура. Пустые формы вновь поворачиваются на 180°, выходят из автомата, подогреваются на транспортере 1 возврата форм и цикл формования вновь повторяется.
Габаритные размеры автомата 35000X7500X3400 мм. Его максимальная производительность по плиткам массой 100 г с добавлением ореха при скорости 40 отливов/мин. равна 5280 кг/ч, по плиткам массой 50 г при 55 отливах/мин — 2624 кг/ч.


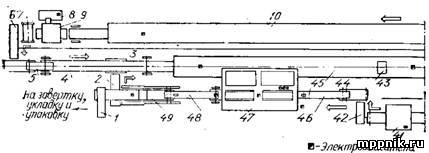
Рис. 5. Двухголовочный автомат «Супер-Кавемиль-1200»
Автомат «Иенсен» не является универсальным. Он жестко привязан к определенному типоразмеру изделий. За счет смены форм, замены некоторых форматных деталей и переналадки участка завертки возможен переход на выпуск изделий различных массы и размеров, например, плиточного шоколада массой 50 или 100 г. На переналадку автомата и участка механизированной завертки и упаковки требуется один-два дня.
Автомат «Супер-Кавемиль-1200» фирмы «Карле и Монтанари» (Италия). Предназначен для массового производства шоколадных плиток, выполнен двухголовочным. Выпускается в однолинейном варианте и считается самым большим по производительности автоматом для формования.
Основными узлами автомата (рис. 5) являются: камера 8 для подогрева форм модели RSV-1200; устройство для накладки и съема форм 10 модели CAR-1200; автоматическое центрирующее устройство 11 модели RAM-1200; две универсальные дозирующе-формующие машины 6 модели MLU-1200, работающие по методу точечного или ленточного дозирования на шоколадных массах без добавлений или с твердыми добавлениями; две установки 7 модели SJT-1200 для непрерывной фильтрации шоколадных масс и очистки их от посторонних примесей; вибрационный транспортер 15 модели TCS-1200 с шестью электродвигателями; холодильная камера 5 тоннельного типа модели NC-1200, разделенная на три зоны, внутри которой формы 13 раз совершают возвратно-поступательное движение; камера 4 для охлаждения воздуха модели CFS-1200 с батареями трубчатых воздухоохладителей и двумя вентиляторами; выборочная машина 3 модели SME-1200; пластинчатый транспорт 2 для приемки и транспортирования готовых изделий; станции 1 модели PAT-1200 с семью автоматическими питателями, обеспечивающими непрерывное питание заверточных машин; пульт управления 14 и привод 13.
Автомат работает следующим образом. Закрепленные на двух роликовых цепях основного транспортера металлические формы подогреваются горячим воздухом в камере 8 длиной 10 м, расположенной в верхней части автомата. Для подогрева воздуха и его рециркуляции в камере установлены паровой калорифер и вентилятор. Затем формы поступают в первую вертикальную шахту 9, опускаются вниз и, пройдя под устройством для механической загрузки и снятия форм 10, направляются к дозирующе-формующим машинам 6. Установленное на этом участке центрирующее устройство 11 обеспечивает правильное положение форм перед их заполнением. После заполнения от- темперированной и профильтрованной через установку 7 шоколадной массой формы поступают на вибротранспортер 15, обеспечивающий разравнивание массы в формах и удаление из нее пузырьков воздуха. После этого формы направляются во вторую вертикальную шахту 12, поднимаются вверх и затем многократно движутся по горизонтали вперед и назад через холодильную камеру 5, одновременно опускаясь с одного яруса на Другой. В нижней части холодильной камеры с той же скоростью, что и цепной транспортер, но ниже его непрерывно перемещается пластинчатый транспортер 2. При повороте форм и работе выборочной машины 3 происходит разгрузка шоколадных плиток на поверхность пластинчатого транспортера 2, с которого они последовательно поступают к автоматическим питателям станции РАТ-1200 1. Последние связаны с семью скоростными заверточными машинами, осуществляющими завертку плиток. Общая длина участка распределения плиток и их завертки составляет 23810 мм.
Освобождение всех форм от изделий обеспечивается вибрационной выборочной машиной 3. Пустые формы перемещаются в третью вертикальную шахту 16, поднимаются вверх, направляются в камеру 8 для подогрева, после чего процесс формования изделий повторяется в той же последовательности.
Производительность автомата по плиткам массой 100 г — 5500 кг/ч, габаритные размеры 58430X3200X4050 мм.
Автоматы такой большой производительности обязательно требуют наличия жесткой связи с комплексно-механизированным участком завертки и упаковки готовых изделий, с которым они образуют общую поточную линию для массовой выработки плиточного шоколада. Кроме того, такие автоматы должны непрерывно получать оттемперированную шоколадную массу как минимум от двух высокопроизводительных автоматических темперирующих машин.