На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Укупоривание стеклянной тары осуществляют металлическими (жестяными или алюминиевыми) крышками, снабженными для герметизации уплотняющими прокладками.
Банки и бутыли герметизируют обкатным, обжимным и резьбовым способами, а узкогорлые бутылки — корончатыми крышками по способу СКК. При любом способе укупоривания крышки с прокладкой должны быть прочно и герметично зафиксированы на венчике горла тары и оставаться постоянно в таком положении на всех последующих процессах консервирования, транспортировки и хранения консервов.
Способ СКО (рис. 1,а) заключается в такой деформации фланца крышки 1 обжимом или обкаткой, когда фланец подгибается под кантик 2 на горле банки 3. При этом кантик вдавливается в резиновое уплотняющее кольцо.
Способ СКК (рис. 1,б) состоит в обжатии корончатой крышки 1 вокруг горла бутылки 3. Уплотнение обеспечивается пробковой или полиэтиленовой прокладкой 2, прижимаемой крышкой к торцу горла бутылки.
Способ СКН (рис. 1,в) основан на плотном прижатии крышки 1 к банке силами упругости, действующими на фланец крышки после ее насаживания (напрессовки) на горло банки 3. Уплотнительное резиновое кольцо 2, находящееся между фланцем крышки и горлом банки, предотвращает доступ воздуха к продукту.
Способ «Имра» (рис. 1,г) предполагает такую деформацию крышки 1, когда кромка ее фланца заходит под выпуклость на горле банки, а уплотнение достигается прижатием кольцевой пластичной прокладки 2 к торцу горла банки 3.
Способ «Твист-офф» (рис. 1,д) может быть применен лишь для тары, имеющей на наружной поверхности горла четыре (или более) наклонных выступа. Отогнутые внутрь края крышки 1, надетой на банку 3, при повороте крышки на 90° оттягиваются выступами вниз, а кольцевая уплотнительная прокладка 2 прижимается к торцу горла банки.

Рис. 1. Основные способы укупорки стеклянной тары
Способ «Омния» (рис. 1,е) разработан для алюминиевых крышек, деформируемых кулачками. Уплотнение обеспечивается пластичной прокладкой 2, как и в предыдущем случае.
Установлено, что более герметичная укупорка обеспечивается, когда уплотняющая прокладка находится на боковой поверхности венчика горла.
Крышки СКО выполняют из жести № 20; 22; 25 или алюминия толщиной 0,38...0,50 мм. При изготовлении крышек СКО I—82 из тонкой жести (№ 20; 22) на них формируется дополнительное кольцо жесткости по окружности.
Белая жесть для крышек может быть лакированной и нелакированной. Алюминий должен быть покрыт с обеих сторон слоем пищевого консервного лака или эмали. В пазы борта готовых крышек вкладывают специальные резиновые кольца.
Согласно требованиям ГОСТ 5717—81 в промышленности используют три типа укупоривания стеклянной тары: тип I (основной), тип II («Еврокап») и тип III («Твист-офф»), Термин «тип укупоривания» определяется комплексом, включающим в себя конструкцию горловины банки и укупорочного средства, а также способ укупорки.
Тип I укупоривания имеет самое широкое распространение на консервных заводах страны. Закатывание осуществляют на закаточных машинах при помощи специальных роликов, работающих аналогично роликам закаточных машин для жестяной тары с той только разницей, что крышки СКО (тип I) герметизируют в одну операцию, а прикатывают к корпусу жестяных банок в две. В процессе обкатки крышки профилированным роликом происходит деформация стенки фланца и завитка крышки, в результате чего уплотняющее резиновое кольцо плотно прижимается к горлу банки, и благодаря трению и упору в венчике горла крышка прочно и герметично присоединяется к банке.
При укупорке стеклянных банок по способам II и III уплотняющая прокладка располагается в дне крышки и соответственно на торце венчика горла, при этом условия для герметизации хуже, чем при способе I.
Тип II укупоривания осуществляют следующим образом. По периферии торцевой части крышки типа «Еврокап» располагается уплотнительная прокладка, которая наносится методом заливки и покрывает внутреннюю поверхность ее. Боковина крышки имеет форму усеченного конуса с гофрами. Ее нижний край загнут наружу в виде завитка, разделенного сквозными просечками.
Консервная тара типа II («Еврокап») представляет собой стеклянную банку, жестяную или алюминиевую крышку и уплотняющую прокладку, размещенную на периферийной части торца (дна) крышки с внутренней стороны.
Торцевая часть венчика горла — это площадка, по которой проходит кольцевая канавка. Боковая часть венчика горла имеет сплошной уступ, ниже которого располагается упорный выступ — карниз, предназначенный для открывания банок.
Укупоривание крышками типа II осуществляется путем введения горловины банки с крышкой 6 (рис. 2), центрируемой магнитом 5 и верхним патроном 1, в специальный обжимной цилиндр 2, имеющий в нижней части коническую заходную фаску. Под действием обжимного цилиндра 2 боковина крышки 6 деформируется, изгибаясь вокруг края выступа горловины 3 банки. При этом из-за значительной жесткости гофрированного борта возникает большое усилие, прижимающее уплотнительную прокладку к торцу 1 горловины банки.
Для обеспечения более плотного прижатия крышки к горловине банки укупоривают одновременно с паровым вакуумированием — подачей пара через коллектор 4. Диаметр обжимного цилиндра на 1,5 мм больше номинального диаметра горловины банки. Прочность укупоривания по этому способу испытывают под давлением 0,7. ..0,13 МПа.
Применение обжимной тары более сложно, чем обкатной, и надежность герметизации ниже (отсутствие каких-либо регулирующих элементов для изменения параметров процесса укупорки, необходимость создания вакуума, повышенные требования к качеству банок и крышек и т. п.). Однако достоинство этого способа заключается в легкости открывания, чего нельзя сказать о типе I укупоривания.
Тип III укупоривания производят следующим образом. Венчик горловины банки для укупоривания крышки типа III («Твист-офф») резьбовой. Венчик выполнен в виде цилиндра с короткой многозаходной резьбой. Число заходов резьбы на венчике горловины банки типа III—66 четыре, а на банке типа III—82 — шесть.

Рис. 2. Схема укупоривания банок крышками типа II («Еврокап»)
Крышка типа III («Твист- офф») выполнена так, что нижний край ее конца завит внутрь и образует сплошной ободок, который в четырех или шести местах оформлен в виде винтовых выступов, заходящих под витки резьбы на горловине банки. Внутри крышки по периферии ее торцевой части расположена уплотнительная прокладка, прочно склеенная лаком. Центральная часть крышки выполнена выпуклой для облегчения контроля вакуума.
Отличительная особенность типа III укупоривания заключается в навинчивании крышки на венчик горла за V4 (или менее) оборота специальным укупорочным приспособлением. В результате давления крышки на торец венчика горла прокладка на крышке (паста) уплотняется и герметизирует банку. Крышка при этом не деформируется. Банка с продуктом подвергается термическому вакуумированию паром перед накрыванием крышкой.
Внешний вид банок типа III привлекателен, крышки легко отвинчиваются, их можно использовать в домашних условиях после опорожнения банок.
Закатывание импортных стеклянных банок крышками типа I—82 (СКО) также применяют на предприятиях. При этом для закатывания крышками типа I—82 банок способом «Омния» возможен брак двух видов: скол упорного выступа горловины банки и повышенный срыв крышек при стерилизации.
Положение крышки на венчике горловины банки приведено на рис. 8.3. Для предотвращения смещения крышки край ее цанговым укупорочным патроном слегка подгибается под венчик горловины (рис. 8.3,а).
На рис. 3, б, в, г показано положение крышки типа I—82 на горле банки до и после закатывания разными роликами.. Наличие упорного выступа на горловине банки при способе «Омния» (Б—3— 83) усложняет процесс укупорки крышками I—82, так как при этом возможен скол. выступа. Для предотвращения скола заплечик ролика должен быть выполнен с фаской, гарантирующей зазор между роликом и выступом горловины банки.
При закатывании роликами обычного профиля прочность укупоривания при температуре 20 °С находится в пределах 0,06±0,02 МПа, что в несколько раз меньше прочности укупоривания роликом с канавкой (0,19 МПа). Неодинаковая прочность укупоривания объясняется разной степенью сжатия резинового кольца крышки и его положением на боковой поверхности горловины банки.
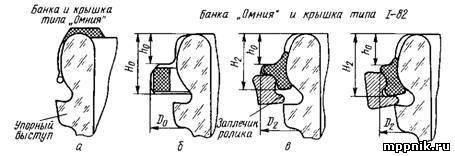
Рис. 3. Положение крышки на венчике горловины банки при способе «Омния»
При закатывании роликом обычного профиля (см. рис. 3,в) резиновое кольцо вдавливается в верхнюю часть венчика. При этом высота крышки уменьшается с 7,2 до 6,4 мм. При закатывании роликом с канавкой (см. рис. 3,г) венец крышки изменяет форму направленно вниз. Это способствует увеличению степени сжатия резинового кольца в нижней части венчика горловины банки.

Рис. 4. Укупорка бутылок корончатой крышкой СКК
Узкогорлые бутылки укупоривают корончатыми крышками (рис. 4). При этом бутылка 1 поднимается к укупорочной головке 2 или последняя опускается к бутылке, совершая рабочий ход. При вводе венчика горла бутылки в укупорочную головку венчик поднимает крышку, лежащую донышком вверх в очке. При этом крышка надевается на венчик. Дойдя до упорного штока 4 прижима крышек, бутылка венчиком горла поднимает его вверх, сжимая пружину 3. При дальнейшем цикле укупоривания венчик горла с крышкой поднимается в кольцевом укупорочном патроне 5, имеющем конусную рабочую поверхность. При этом крышка деформируется и обжимается на венчике горла бутылки, прочно закрепляя и уплотняя прокладку на его торце.






