На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Автомат для упаковки консервов в термоусадочную пленку показан на рис. 1. Работа автомата основана на свойстве полиэтиленовой пленки под действием температуры свыше 100°С сокращаться в поперечном и продольном направлениях. Специальной обработкой полиэтиленовой пленки достигается ее усадка до 60% первоначального состояния.
Автомат состоит из транспортера 1 и стола 2 для подачи банок, механизмов 3 и 5 для толкания банок, стола 4 для сборной упаковки, рулонодержателя 6, транспортера 7 для подачи сборной упаковки в туннель 8 для нагрева и камеры охлаждения 9.
Машина работает следующим образом. Консервные банки подаются транспортером 1 на стол 2, откуда они перемещаются толкающим механизмом 3 на стол 4. Здесь формируется групповой блок или сборная упаковка. Готовая сборная упаковка толкающим механизмом 5 передается навстречу пленке. Действием двух толкающих механизмов 3 и 5 обеспечивается набор сборной упаковки автоматически по необходимому количеству банок.
Сборная упаковка обтягивается пленкой с двух рулонов сверху и снизу по всей длине. Четвертая сторона блока упаковки обтягивается с помощью устройства для спайки, при этом соединяются две стороны полотна вместе и одновременно происходит их спайка. Механизм для спайки имеет режущее устройство, которое режет шов так, чтобы не только запаять упаковку, но и сохранить бесконечность пленки.

Рис. 1. Автомат для упаковки консервов в термоусадочную пленку
После спайки сборная упаковка транспортером 7 подается в усадочный туннель 8, где она нагревается, при этом пленка плотно обжимает банки. Далее сборная упаковка направляется в камеру охлаждения 9, где ускоряется сокращение пленки и закрепляется форма.
Техническая характеристика автомата для упаковки консервов в термоусадочную пленку: производительность до 25 групповых упаковок в минуту; размеры упаковки — ширина 150...600 мм, длина 50...400, высота 90...300 мм; масса групповой упаковки 15 кг; установленная мощность — на сварке 0,3 кВт, на ленточном транспортере и вентиляторах обогрева и охлаждения 20,0 кВт; обслуживают автомат 2 человека.
Автомат можно использовать для консервов как в стеклянной, так и в жестяной таре.
В б. ВНИПКИ «Консервкомплекс» был разработан автомат РЗ- ККЗ, предназначенный для формирования групповых упаковок и упаковывания их в термоусадочную пленку, производительностью 7,5 пакетов в час, с потреблением электроэнергии 111 кВт • ч, расходом сжатого воздуха 20 м3/ч; обслуживают автомат 4 человека.
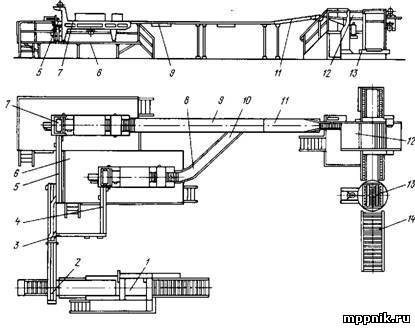
Банкоукладочная машина А9-БУМ-2предназначена для укладки наполненных и укупоренных жестяных банок № 7, 9, 12 и 13 по ГОСТ 5981—71 в картонные ящики. Основные узлы машины (рис. 2): элеватор 6, входная 9 и выходная 4 течки, отсекатель 3, концевые упоры /, толкатели 2, опрокидыватель 13, гидропривод 5, счетный механизм 11, транспортер 10 ящиков, бункер 12.
Привод толкателей и опрокидывателя осуществляется гидроцилиндрами. Толкатели рычагами связаны с отсекателями и концевыми упорами.
На элеваторе установлена выталкивающая планка, приводимая в движение кулачком через систему рычагов. На течках имеются клапаны 7 с конечными выключателями 8, срабатывающими при заполнении течек банками.
Блоки поставок включают: I — элеватор, выходную течку, отсекатель с толкателем, счетный механизм и бункер; II — опрокидыватель и транспортер ящиков; III — входную течку с грузовыми клапа'- нами и конечными выключателями.
При заполнении банками входной течки включается элеватор и банки выносятся в зону выходных течек. При этом выталкивающая планка делит поток банок на три части. Банки скатываются по течкам до концевых упоров, и первый слой банок размещается в зоне бункера напротив толкателей.

Рис. 2. Банкоукладочная машина А9-БУМ-2
Первая банка нижнего ряда замыкает конечный выключатель, срабатывает механизм толкателей при условии, что имеется достаточное количество банок и грузовой клапан замыкает конечный выключатель. В бункер подаются два слоя банок двумя ходами толкателей. При этом оператор надевает на бункер ящик. Третий слой банок заталкивается при наличии их в течке после нажатия оператором кнопки. Лапы опрокидывателя поднимаются в положение : «Прием», при третьем длинном ходе толкателей ящик с банками 1 стягивается с бункера на лапы опрокидывателя. В конце длинного \хода конечный выключатель дает команду на реверс толкателей и выдачу ящиков лапами опрокидывателей на транспортер для отвода их.
Техническая характеристика машины А9-БУМ-2: производительность в минуту банок № 7 и 9 — 235, банок № 12 и 13 — 130; установленная мощность 3,5 кВт; габаритные размеры 6700x1600x2150 мм; масса 1460 кг.
Банкоукладочная машина А9-КУК предназначена для укладывания стеклянных банок вместимостью 0,5 и 1,0 л в ящики из гофрированного картона.
Основные части банкоукладочной машины (рис. 3): станина 5, поворотный стол 7, четыре подъемных стола 6, транспортер 8, привод 1, направляющие рамки 4 для различных банок, пневмоагрегат 3 и шкаф 2 для электрооборудования.
Машина является полуавтоматом карусельного типа с прерывистым движением поворотного стола. Банки подаются пластинчатым транспортером. Картонные ящики, перегородки и прокладки между слоями банок устанавливают на столы машины вручную.
Поместив ящик и перегородку, оператор нажатием на педаль поворачивает стол. В позиции загрузки стол поднимается, набор банок сбрасывается из кассеты через направляющую рамку в ящик.

Рис. 3. Банкоукладочная машина А9-КУК
Во избежание боя банки при падении тормозятся амортизаторами. Стол опускается. Одновременно с позиции выгрузки наполненный ящик выталкивается на отводящий транспортер. В машине предусмотрено как однослойное, так и двухслойное укладывание банок.
Техническая характеристика машины А9-КУК: производительность 125 банок в минуту; установленная мощность 2 кВт; габаритные размеры 2600x1825x1180 мм; масса 1330 кг.
Штабелеформирующая машина А9-КШЖ предназначена для автоматического укладывания в пакеты на поддоны картонных ящиков с наполненными консервными банками.
Основные узлы машины (рис. 4): распределитель 8, формирующий конвейер 7, накопитель 3, сниматель 2 с регулятором высоты пакета, отсекатель 4 поддонов, конвейер 6 поддонов, приемный рольганг 1. Приборы управления и автоматики установлены в электрошкафу 5.
Ящики подаются на формирующий конвейер по левому краю ленты длинной стороной по направлению движения. При поступлении ящика включается на один оборот привод распределителя и рычаг его выставляется под необходимым углом в зависимости от схемы укладки слоя ящиков. Если по схеме длинная сторона ящика перпендикулярна к направлению движения ленты, то рычаг направляет ящик так, что он упирается углом в направляющую накопителя и поворачивается на 90°. При движении ящиков в накопитель мимо направляющих ящики устанавливают без разворота. Когда слой ящиков набран, система автоматики включает привод накопителя так, что его упор захватывает и перемещает слой ящиков на раздвижные створки снимателя. При этом слой уплотняется в двух направлениях. В конце хода слой нажимает на конечный выключатель и привод раздвижных створок выключается.
При раскрывании створок слой укладывается на поддон, сниматель начинает опускаться до тех пор, пока не освободится лапка рычага конечного выключателя, взаимодействующего с ящиком слоя, после чего створки закрываются.
В это же время происходит непрерывное формирование последующего слоя ящиков по заданной схеме. Слои ящиков укладываются на поддон до тех пор, пока упор, укрепленный на каретке, не замкнет конечный выключатель регулятора, после чего пакет продолжает опускаться до момента укладки на рольганг конвейера поддонов. После опускания пакета выключается привод конвейера поддонов. Поддон перемещается на приемный рольганг упором, захватывающим средний брус. Другой упор конвейера захватывает пустой поддон из магазина поддонов, отделенный в этот момент от остальных поддонов стопки отсекателем, и перемещает его в шахту снимателя на каретки, которые поднимают поддон к раздвижным створкам. Стопки поддонов по семь штук загружаются в магазин поддонов автопогрузчиком и ставятся на цепи конвейера. После расходования стопки в отсекателе автоматически выключается конвейер магазина поддонов и очередная пачка подается в отсекатель на опорные швеллеры.

Рис. 4. Штабелеформирующая машина А9-КШЖ
Техническая характеристика машины А9-КШЖ: производительность 900 ящиков в час; типоразмер ящиков № 2, 3, 5, 9, 10, 11, 15, 16, 17, 18, 21, 22, 23, 29, 30, 31, 32, 33, 35, 41; размер поддона 800x1200 мм; максимальная высота пакета 1450+15 мм; установленная мощность 10,2 кВт; высота — приема ящиков 800 мм, выдачи груженого поддона 450...500 мм; габаритные размеры машины 13170x2680x3184 мм; масса 5375 кг.