На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Оборудование, применяемое для выработки кисломолочных напитков резервуарным способом, комплектуют в линии.
На рис. 1 показана линия, составленная из оборудования, специально изготовленного для производства кефира.
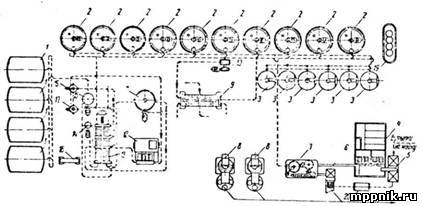
Рис. 1. Линия для производства кисломолочных напитков резервуарным способом (для первого и второго вариантов основной технологической схемы):1 — резервуары молокохранильные РМГЦ-10; 2 — резервуары двустенные для кисломолочных напитков ОТК-6; 3 — заквасочники приводные с обогревом и охлаждением АПЗ-600; 4 — машина для мойки бутылок AMM-600; 5 — автомат для извлечения бутылок из ящиков ВИА-1; 6 — автомат для укладки бутылок в. ящики ВУЛ-1; 7 — разливочно-укупорочный автомат ОР6У; 8- автомат для изготовления бумажных пакетов и наполнения их молоком АП-1Н; 9 — пластинчатый охладитель ООУ-25; 10— насосная установка НУК-10; 11— выдерживатель пастеризованного молока; 12 — гомогенизатор А1-ОГМ; 13 — теплообменник высокотемпературный ОПЛ-5; 14 — бойлерная установка; 15 — балансировочный бачок; 16 и 17 — сепараторы-молоксочистители; 18—пульт; 19 — заквасочник четырехкамерный AK3-4.
На этой линии осуществляются следующие технологические операции: тепловая обработка молока (пастеризация, выдержка, охлаждение до заданной температуры); гомогенизация; заквашивание и сквашивание молока; охлаждение сгустка; созревание напитка; розлив в стеклянные бутылки или в бумажные пакеты; укупорка бутылок.
Преимущества производства кисломолочных напитков на такой линии перед производством кефира в бутылках следующие: отпадает потребность в термостатах; сокращаются площади в камерах для охлаждения кефира; уменьшается расход тепла и холода; в 2 раза увеличивается съем продукции с 1 м2 производственной площади; снижаются затраты труда на 26,5% и повышается производительность труда на 35—37%. Оборудование, входящее в линию, приведено в табл. 1.
Техническая характеристика линии
Производительность, л в сутки 30000
Режим работы двухсменный
Расход пара, кг/ч
на молоко 500
на закваску 150
Расход холода для охлаждения (с 25 до 8° С), к кал
кефира 510000
закваски . 147000
Установленная мощность, квт 130
Температура пастеризации, °С 85—90
Давление гомогенизации, ат 125—175
Температура заквашивания, СС . . 20—25
Температура охлаждения готового напитка, °С 8
Таблица 1
|
Оборудование и краткая характеристика его |
Марка |
Количество, |
|
шт. |
||
|
Автоматизированная пластинчатая пастеризационно-охладительная установка для пастеризации и охлаждения молока при производстве кисломолочных продуктов производительностью 5000 л/ч |
ОПЛ-5 |
1 |
|
Гомогенизатор двухступенчатый с рабочим давлением до 200 ат, производительностью 5000 л/ч |
А1-ОГМ |
1 |
|
Резервуары двустенные для кисломолочных напитков емкостью 6000 л |
ОТК-6 |
10 |
|
Резервуары молокохранильные емкостью 10 000 л |
РМГЦ-10 |
4 |
|
Охладитель пластинчатый производитель ностью '25 000 л/ч молока или 6—7 т/ч. кефира |
ОО У-25 |
1 |
|
Машины для мойки бутылок, розлива в них молока и укупорки фольговым колпачком (комплект) автомат для извлечения бутылок из ящиков производительностью 6000 бутылок в час |
ВИА-1 |
1 |
|
моечная машина для ящиков производительностью 5—10 циклов в минуту |
ОЯМ-1 |
1 |
|
бутылкомоечная машина производительностью 6000 бутылок в час |
АММ-6-1 |
1 |
|
разливочно-укупорочный автомат производительностью 6000 бутылок в час |
ОР6У И2-ОРК-6 |
1 1 |
|
автомат для укладки бутылок в ящики производительностью 6000 бутылок в час |
ВУЛ-1 |
1 |
|
Продолжение |
||
|
Оборудование и краткая характеристика его |
Марка |
Количество, шт. |
|
транспортер для бутылок транспортер для ящиков компрессорная установка шкаф электрооборудования Заквасочник четырехкамерный емкостью 125 л для маточной закваски Заквасочник приводной с обогревом и охлаждением емкостью 600 л Автомат для изготовления бумажных пакетов и наполнения их молоком производительностью 3500 пакетов в час, емкостью 0.5 |
ОБ-6ТА ОЯ-ОТ-Б ОК-6У ОЛП-6 АКЗ-4 АПЗ-600 |
1 1 1 1 2 6 |
|
Насосная установка производительностью по кефиру 6000 л/час Установка для безразборной мойки |
АП1-Н НУК-10 П-548 |
2 1 1 |
На линии предусматривается розлив кефира в стеклянные бутылки и бумажные пакеты.

Рис. 2. Линия производства кисломолочных напитков резервуарным способом на Черкизовском городском молочном заводе (основное оборудование):
1 — балансировочный бак; 2 — насос центробежный PM-1-ШB; 3 — расширительный сосуд — выдерживатель пастеризованного молока; 4 — гомогенизатор НО-40; 5 — пластинчатый пастеризатор Р14-РВ; 6—пульт управления; 7— двустенные танки VNBS-100; 8 —пульт управления к танкам; 9 — насосы фирмы «Фристам»; 10 —заквасочники маточной закваски EB-3600; 11 — заквасочники производственной закваски ЕR -100; 12 - пульт управления к заквасочникам; 13 — насос центробежный РМ-1-ШВ; 14 — машины для розлива молока в бутылки KAS244.V Джем Кемак; 15 — бутылкомоечные машины УМ-57; 16 — автомат для извлечения бутылок; 17 — автоматы для укладки бутылок в корзины.
На оборудовании, указанном в составе линии, можно вырабатывать напитки по первому варианту технологической схемы с охлаждением продукта в танках и по второму варианту с охлаждением продукта в потоке. В связи с этим в комплект линии входит пластинчатый охладитель ООУ-25 и насосная установка МУК-10, при втором варианте двустенные танки используют только для сквашивания и частичного созревания продукта.
На Черкизовском городском молочном заводе эксплуатируется линия производства кисломолочных напитков резервуарным способом производительностью 60—75 т в сутки, поставленная шведской фирмой «Альфа Лаваль» (рис. 2).

Рис. 3. Линия производства кисломолочных напитков резервуарным способом на опытном заводе ВНИМИ:
1— резервуары для хранения молока РМГЦ-10; 2 — насос центробежный для молока 36МЦ10-20У; 3 — балансировочный бачок; 4, 10—насосы центробежные для молока: 5 — теплообменник ОПЛ-5; 6, 7 — сепараторы-молокоочистители OMA-2M; 8 — гомогенизатор фирмы «Андерсен»; 9 — выдерживатель пастеризованного молока; 10 — резервуары двустенные для кисломолочных напитков OTK-6; 12 — бойлер;: 13— насос для горячей воды 2К6; 14 — пульт автоматического контроля и управления термическим процессом обработки молока.
На опытном заводе ВНИМИ эксплуатируется линия производства кисломолочных напитков резервуарным способом, показанная на рис. 3.
На линии ежедневно вырабатывают не менее 18 т кефира и других кисломолочных напитков.
Процесс обработки молока на линии происходит также но типовой схеме. Отклонений в работе линии не наблюдается, процесс протекает стабильно в соответствии с установленными технологическими параметрами.
Специально предназначенное для производства кисломолочных напитков резервуарным способом оборудование .устанавливается на всех вновь строящихся заводах, где имеются цехи кисломолочных напитков. На таких линиях резервуарным способом в соответствии с технологическими инструкциями, кроме кефира, Срабатывают ацидофилин, ацидофильное молоко, ацидофильно- дрожжевое молоко, напитки «Снежок», «Южный» и йогурт.
На действующих предприятиях молочной промышленности для производства кефира резервуарным способом применительно к технологическим схемам используется имеющееся на заводах технологическое оборудование, предназначенное для обработки молока и выработки других продуктов. Ниже приводятся схемы производства кефира резервуарным способом на таком оборудовании и конкретно указываются их недостатки.

Рис. 4. Технологическая схема производства кефира резервуарным способом (при термической обработке молока на установке ОГ1У-5Л1:
1—молокохранильный резервуар; 2 —центробежные молочные насосы; 3 — балансировочный бачок; 5 — пластинчатый пастеризатор (теплообменник); 6 — пульт автоматического контроля к регулирования тепловой обработки молока; 7 — молокоочиститель; 8 — обходной клапан; 9 — гомогенизатор; 10 — выдерживатель молока при температуре пастеризации; 11 — двустенный резервуар для кисломолочных напитков; 12 — установка для подачи закваски; 13 — смеситель закваски; 14 — трехходовой кран; 15 — машина для розлива кефира в бутылки; 16 — автомат для изготовления бумажных пакетов и наполнения их молоком; 17—транспортер.
На рис. 5 показана схема производства кефира резервуарным способом с термической обработкой молока на пластинчатом теплообменнике ОПУ-5М, предназначенном для производства питьевого молока. По этой схеме молоко температурой 4—6° С из молокохранильного танка 1 насосом 2 подается в балансировочный бачок S и далее насосом 4 нагнетается в секцию I регенерации теплообменника, откуда подогретое до 30—35° С поступает в центральную трубку сепаратора-молокоочистителя 7.
Очищенное молоко под давлением, создаваемым напорным диском сепаратора, поступает в секцию II регенерации теплообменника 5, из нее проходит в секцию пастеризации, где нагревается через стенку пластины горячей водой, и через обходной клапан пульта 6 выходит по трубам в обычной молокохранильный танк 10, где выдерживается при температуре пастеризации. Из танка 10 молоко поступает в гомогенизатор 9 и под напором его приходит во вторую секцию регенерации теплообменника 5, далее следует в секцию I регенерации и секции охлаждения. При этой схеме холодильный агент в секциях охлаждения не циркулирует. Выходит молоко с температурой заквашивания и поступает в танк 11, куда предварительно заливается закваска.
Готовый кефир направляют на расфасовку в стеклянные бутылки на автомате 15 или бумажные пакеты на автомате 16. Особенность этой схемы заключается в том, что при термической обработке температура молока после нагревания в секции I регенерации является недостаточной для гомогенизации, поэтому молоко после очистки направляется в другие секции теплообменника для дальнейшего нагревания и на гомогенизацию поступает уже после выдержки.
Производительность пастеризационно-охладительной установки ОПУ-5М при обработке молока на кефир снижается на 25— 30% и более. Причина этого повышение температуры нагревания молока на 12° по сравнению с паспортной (питьевое молоко пастеризуется при 73° С, а молоко на кефир при 85° С и даже выше). В связи с этим при эксплуатации установки ОПУ-5Л1 в линии производства кефира резервуарным способом наблюдаются следующие недостатки:
пластинчатый пастеризатор работает при неустойчивом температурном режиме, который в большинстве случаев не регулируется автоматическим управлением;
прокладочная резина между пластинами аппарата изнашивается при повышенной температуре пастеризации (85°) быстрее и аппарат выходит из строя;
при снижении производительности пластинчатого пастеризатора на 25—30% расстраивается работа других машин линии, особенно гомогенизатора, в котором при недостаточном поступлении молока в цилиндры возможны гидравлические удары с аварийными последствиями.
Для нормальной работы пастеризационно-охладительной установки при температуре 85° С без снижения паспортной производительности требуется увеличение поверхности теплообмена секции пастеризации или регенерации и соответствующая отладка всего оборудования.
Для производства кефира с применением одностенного танка-выдерживателя необходимо укомплектовывать резервуар указателем уровня молока.
На Очаковском городском молочном заводе скомплектована линия производства кисломолочных напитков резервуарным способом производительностью 100 т кефира в сутки. Компоновка линии показана на рис. 5. Линия укомплектована двустенными танками, предназначенными для производства кисломолочных напитков резервуарным способом, а все остальное оборудование предназначено для производства питьевого пастеризованного молока.
Воду, нагретую до 85—90° С, инжекторами бойлера подают в секцию II регенерации пастеризатора, с помощью ее в секции I регенерации будет обеспечено подогревание молока, поступающего на очиститель. Далее очищенное молоко поступает в секцию II регенерации, из нее в секцию пастеризации, где нагревается до 85—87° С. Из секции пастеризации молоко поступает в танки 7, наполняя по очереди первый и второй. Когда танки 7 наполнятся молоком температурой 85—87° С, на что требуется 25—30 мин, подача горячей воды в секцию II регенерации прекратится.
В это время из гомогенизатора 6 гомогенизированное молоко поступает в секцию II регенерации, с этого момента начинается теплообменная работа пластинчатого аппарата.
Вытеснение воды из секции I и II регенерации молоком производят с помощью крана.
Для получения температуры нагревания 85—87° С в пластинчатых пастеризаторах ОПУ-10 сделана перекомпоновка пластин в секциях.
Секции Количество пластин
по паспорту после перекомпоновки
I регенерации ... 65 45
II регенерации ... 21 47
пастеризации ... 49 47
Линия Очаковского завода не может служить типовой, так как термическая обработка молока на ней происходит без автоматического контроля и регулирования. Аналогичные линии эксплуатируются на многих предприятиях, где нет установок типа ОПЛ-5 или ОПЛ-10.

Рис. 5. Компоновка линии производства кисломолочных напитков резервуарным способом на Очаковском городском молочном заводе:
1 — бак балансировочный; 2—насос для подачи молока 36МЦ-10-20; 3— сепараторы-молокоочистители ОМБ-3; 4 — пластинчатый пастеризатор ОПУ-Ш; 5 — пульт автоматического управления процессом обработки молока; 6 — гомогенизаторы: 7 — резервуар для выдерживания пастеризованного молока РВМЦ-2; 8 — резервуары двустенные емкостью 6000 л; 9— машины для розлива кефира в бутылки ОР-6У; 10 — автоматы-укладчики бутылок ОУД-А; 11—-автоматы для розлива кефира в бумажные пакеты АП-1Н; 12 — заквасочники для производственной закваски (ТУМ-1200); 13 — заквасочники для маточной закваски (ВДП-300); 14 — бутылкомоечные машины ОГМ-12; 15 — автоматы для извлечения бутылок ОУВ-А
На многих молочных заводах эксплуатируются линии производства кисломолочных напитков резервуарным способом скомплектованные из случайно подобранного оборудования. При работе таких линий возникают разные неполадки (не работает автоматика, нестабильна температура нагревания молока, наблюдается подсос воздуха при розливе кефира, мешалка танка разбивает сгусток, производительность гомогенизатора-очистителя меньше указанной в паспорте, не поддерживается необходимое давление), которые могут отражаться на качестве продукта. Кроме того, эксплуатация некоторых линий из случайно подобранного оборудования может быть нерентабельной.
На рис. 6 дана схема механизации для производства кефира резервуарным способом на Рязанском молочном комбинате.
Молоко из танка подается очищенным в балансировочный бачок трубчатой пастеризационной установки ПТУ-5М 3 в его нижний цилиндр, обогреваемый горячей водой, далее насосом в верхний цилиндр. Нагретое до 90° С молоко поступает в выдерживатель, из которого гомогенизатором всасывается, гомогенизируется и подается на охладитель ООУ-5М, охлаждается в первой секции водой из заводского трубопровода и во второй секции рассолом. Молоко температурой 22 С направляется в танк для заквашивания. Кефир разливается на автоматах ОР2У в стеклянные бутылки.

Рис. 6. Схема механизации производства кефира на Рязанском городском молочном заводе:
1- балансировочный бачок; 2 — молочный насос; 3— трубчатый пастеризатор; 4 — выдерживатель; 5 — гомогенизатор; 6—пластинчатый охладитель; 7 — двустенный танк (резервуар).
Недостатки производства кефира по этой схеме следующие: молоко на линию подается очищенным и обработанным ранее на пластинчатой пастеризационно-охладительной установке, что требует дополнительных затрат тепла и электроэнергии;
нагретое в трубчатом пастеризаторе до 90°С молоко охлаждается до 22° С водой, тепло которой затем не используется;
при гомогенизации молока не обеспечивается требуемое рабочее давление (175 ат);
рассол во второй секции охладителя ООУ-5М значительно нагревается и, возвращаясь в систему испарителя холодильной установки, вызывает неоправданную перегрузку в работе аммиачных компрессоров для охлаждения рассола до —4° С.
Все недостатки можно устранить при установке в линии вместо трубчатого пастеризатора ПТУ-5М установки ОПЛ-5 и молокоочистителя. Установка ОПЛ-5 за счет регенеративной секции обеспечит нагревание молока и исключит подачу рассола на охладитель OOS*-5M, его применение просто не потребуется.
Установка ПТУ-5М по паспорту расходует пара 720 кг/ч, а установка ОПЛ-5 — только 270—260 кг/ч.