Розничные цехи в значительных количествах используют различные виды шоколадных изделий. Одни из них, например шоколадные конфеты с начинками (ассорти) или узорчатый шоколад и шоколад с вафлями, входят в состав многих шоколадных и сувенирных наборов, другие являются специфической продукцией, вырабатываемой в розничных цехах в небольших количествах и преимущественно вручную (шоколадные бутылочки с начинками или ликером, мелкий шоколад без добавлений, укладываемый в коробки, шоколадные медали, литые или пустотелые шоколадные фигуры и фигуры с начинками).
Производство многих из этих изделий может быть осуществлено или уже осуществляется на современном оборудовании — комплексно-механизированных полуавтоматах и автоматах или на специальных поточных линиях, позволяющих полностью устранить ручные операции и значительно повысить производительность труда при выработке многих изделии розничного ассортимента.
ШОКОЛАДНЫЕ КОНФЕТЫ С НАЧИНКАМИ («АССОРТИ»)
Конфеты вырабатывают разнообразной формы с рельефным рисунком на поверхности. При выработке конфет «Ассорти» используют четыре вида начинок — сливочную, фруктовую, помадно-малиновую и пралиновую. Содержание шоколада в них составляет до 55—60%.
Получают конфеты путем формования в металлические формы вручную или на автоматах, используемых для приготовления шоколада с начинками.
Процесс приготовления шоколадных конфет с начинками состоит из следующих стадий: приготовление шоколадной массы и ее темперирование, приготовление начинок и их темперирование, формование конфет.
Шоколад для формования, используемый при производстве шоколадных конфет с начинками, готовят в шоколадных цехах. В нем содержится около 0,8% влаги и 35—36% жира. Шоколад должен быть хорошо измельчен. Степень измельчения, т. е. содержание частиц размером менее 30 мкм, должно быть не менее 92%.
Сливочную начинку готовят следующим образом. Сливочную помаду загружают в открытый варочный котел вместимостью 60—150 л с мешалкой или без мешалки, пускают пар давлением 0,15—0,20 МПа, разогревают до температуры 50—55°С и при непрерывном перемешивании добавляют согласно рецептуре спирт и коньяк. Смесь тщательно перемешивают. Готовую начинку темперируют в открытом варочном котле или в цилиндрической темперирующей машине до температуры не выше 29°С и процеживают через сито с отверстиями диаметром 3 мм. Содержание влаги в начинке 20—25%.
Помадно-малиновую начинку готовят из сахарной помады, малиновой подварки с добавлением вкусовых и ароматических веществ. Помаду разогревают в открытом варочном котле, добавляют малиновую подварку, лимонную кислоту и спирт и хорошо перемешивают.
В начинке содержится 15—19% влаги. Начинку темперируют до 25—29°С и процеживают через сито.
Фруктовую начинку готовят в открытом варочном котле вместимостью 60—150 л. В котел загружают сахар и абрикосовое пюре, пускают пар давлением 0,3—0,4 МПа и смесь уваривают до температуры 108—110°С. В конце уваривания добавляют черносмородиновую подварку, а после уваривания — спирт или настойку, отделяемую от заспиртованных ягод. После перемешивания начинку темперируют в том же котле или темперирующей машине до температуры 25—29°С и процеживают через сито с отверстиями диаметром 3 мм. Содержание влаги в начинке 20—25%.
Пралиновую начинку получают из готового полуфабриката — пралине. Пралине влажностью не выше 1,2% загружают в цилиндрическую темперирующую машину и массу тщательно перемешивают при нагревании до температуры 32—35°С. В конце вымешивания добавляют ванильную эссенцию, затем массу фильтруют и темперируют до температуры не выше 34°С.
Оттемперированные и профильтрованные начинки направляют., на формование.
Можно приготовлять конфеты «Ассорти», используя и другие начинки: шоколадную, помадно-шоколадную, шоколадно-кремовую, помадную, фруктово-мармеладную и др.
Формование конфет вручную осуществляется следующим образом: шоколад темперируют в цилиндрической темперирующей машине или вымешивая на мраморном столе до температуры 29— 32°С. Оттемперированную массу процеживают через сито с отверстиями'диаметром 1,5—2 мм и заливают, используя пластинчатый нож, в ячейки форм. Предварительно формы подогревают до 32—35°С. Заполненные шоколадом формы ставят на вибратор (трясостол) и обрабатывают 2—3 мин для равномерного распределения шоколада и удаления пузырьков воздуха.
После обработки на трясостоле формы снимают и переворачивают над емкостью прямоугольной формы, в результате чего излишки шоколада выливаются. При этом толщина слоя шоколада, оставшегося в формах, колеблется в пределах 1,5—2 мм. Толщина получаемого слоя — корочки — зависит от вязкости шоколада, которая регулируется количеством содержащегося в нем какао масла. Чем больше какао масла, тем меньше вязкость шоколада, и наоборот. Вязкость шоколада определяется прибором Реутова и должна быть 8—10 Па*с.
Формы с оболочками ставят в холодильный шкаф, где они охлаждаются до температуры 5—8°С. После охлаждения поверхность форм осторожно зачищают ножом для удаления подтеков шоколада, а затем при помощи воронок с палочками или конвертов из пергамента заполняют корочки той или иной начинкой температурой 25—29°С. При температуре начинки выше 29°С шоколадная корочка может расплавиться. Начинку наливают чуть ниже краев каждой ячейки (на 2—3 мм) для того, чтобы оставить место для заливки донышка. Заполненные формы вновь ставят в холодильный шкаф, где поддерживается температура 8—10°С, для охлаждения начинки и образования на ее поверхности, в зависимости от вида начинки, кристаллического или желеобразного слоя, который при заливке донышка препятствует смешиванию начинки с шоколадом.
После охлаждения начинки формы вынимают из шкафа и для получения донышек при помощи пластинчатого ножа заливают их оттемперированным шоколадом. Излишек шоколада тщательно счищают ножом и формы ставят в холодильный шкаф. Температура в шкафу 5—8°С. После охлаждения в течение 20—30 мин конфеты извлекают из форм, слегка ударяя формы о поверхность стола, и укладывают в производственную тару по 3—4 ряда, перестилая каждый ряд бумагой.
Шоколадные конфеты входят в состав шоколадных наборов или выпускаются в коробках по 250—800 г под названием «Ассорти».
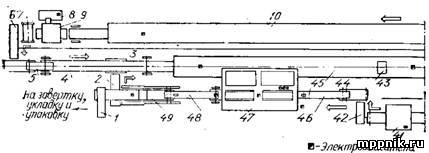
Рис. 1. Схема работы универсального шоколадоформующего автомата «Кавемиль- крем-275»:
1 — транспортер готовых изделий; 2 — транспортер, передающий пустые формы с выборки; 3 — транспортер пустых форм; 4 — выборочное устройство; 5 — вертикальный охлаждающий шкаф; 6 — вентилятор, подающий нагретый воздух; 7, 22, 30 — пульты управления; 8, 21, 26, 31 — вибротранспортеры; 9 — зачищающий нож; 10 — вертикальный и горизонтальный вибраторы; 11 — вентилятор, выравнивающий температуру форм; 12 — вибрационное сито; 13 — отливочная машина для отливки изделий или донышек; 14 — электрический нагреватель с отражателем; 15 — транспортер, распределяющий формы; 16 — темперирующая машина; 17, 18 — поперечные транспортеры; 19 — отливочная машина для отливки корочек; (оболочек); 20 — вибрационное сито; 23, 27 — опрокидыватели форм; 24 — вибратор; 25 — насос; 28 — зачищающий валковый механизм; .29— шкаф для охлаждения начинок; 32 — отливочные машины для начинок; 33 — поперечный транспортер; 34 — шкаф для охлаждения корочки
]
Эти конфеты вырабатывают в шоколадных или розничных цехах на специальных формующих автоматах. В нашей стране получили большое распространение универсальные формующие автоматы модели 850 завода Хайденау (ГДР), «Кавемиль-крем- 600-205» и «Кавемиль-крем-275» фирмы «Карле и Монтанари» (Италия).
Универсальные шоколадоформующие автоматы позволяют также изготовлять очень широкий ассортимент изделий: шоколадные конфеты с различными начинками, мелкоплиточный и узорчатый шоколад, шоколадные медали, изделия с твердыми добавлениями («Кошачьи язычки», «Бананчики», «Шоколад с вафлями»), заготовки для шоколадных фигур и др.
Автомат «Кавемиль-крем-275» (рис. 1) работает следующим образом. Свободно лежащие на транспортере 3 формы подогреваются на участке длиной 7 м горячим воздухом, циркуляция которого осуществляется вентилятором 6. В качестве источника тепла используются обогреваемый паром змеевик или 10 электрических нагревательных элементов общей мощностью 7 кВт. Выравнивание температуры форм происходит на участке этого транспортера длиной 2 м, где вентилятором 11 поддерживается постоянная циркуляция воздуха, нагретого до 32—34°С.
Подогретые формы транспортером 15 могут передаваться по двум направлениям: на основной вибротранспортер 8 для изготовления шоколада без начинок (плиточного, узорчатого, заготовок для медалей) или на транспортер 17 для приготовления шоколада с начинками.
При выработке шоколадных плиток формы, поступающие под четырехскоростную отливочную машину 13, заливаются шоколадом, подаваемым из темперирующей машины 16. Над приемником отливочной машины установлено работающее от самостоятельного электродвигателя вибрационное сито 12ь с помощью которого осуществляется фильтрация шоколада. Отливочная машина 13 имеет 36 поршней и съемные плиты с различным рисунком отверстий. Соответственно рисунку используемых на автомате форм устанавливают требуемую плиту и отключают специальным устройством поршни насосов, работающих вхолостую. Такая конструкция отливочной машины позволяет получать точный объем дозируемой массы, направить ее строго в определенное место формы и за один такт заполнить не один ряд, а все ячейки формы. Ход поршней регулируется специальным штурвалом.
Наличие рубашки для циркуляции воды с термостатом и приспособления, поднимающего и опускающего форму в момент отливки, полностью устраняет каплеобразование и загрязнение перемычек и торцевых частей формы.
Пройдя вибраторы 10 и зачищающий нож 9, формы поступают на восьмиметровый участок вибрационного транспортера 8. Он снабжен шестью группами механических вибраторов и регуляторами, позволяющими изменять амплитуду их колебаний. В конце вибрационного транспортера формы группируются по восемь штук и промежуточным транспортером загружаются на полки вертикального охлаждающего шкафа 5. Непрерывная циркуляция охлажденного рефрижераторами воздуха обеспечивается в нем осевыми вентиляторами. Охлажденные изделия передаются далее на устройство 4, опрокидывающее формы и освобождающее их от шоколада. Пустые формы транспортером 2 возвращаются на транспортер 3, и цикл повторяется. Готовые изделия транспортером 1 подаются на съем или к заверточным машинам.
При выработке шоколада с начинками формы с транспортера 3 поступают через транспортер 15 на транспортер 17 и далее к отливочной машине 19. Шоколад в отливочную машину подается из автоматической темперирующей машины 16 через фильтр — вибрационное сито 20. Заполненные шоколадом формы поступают на двухметровый транспортер 21 с двумя группами вибраторов, назначение которых — удалить пузырьки воздуха и заполнить шоколадом все углубления форм. Затем для освобождения форм от излишков шоколада они передаются цепным транспортером на опрокидыватель 23. Пройдя перевернутыми через вибратор 24, совершающий пульсирующее движение, и через транспортер 26 с вертикальной вибрацией, формы освобождаются от излишков шоколада, и на их внутренней поверхности образуется тонкая и равномерная по толщине оболочка (корочка). Стекающий при этом из форм шоколад собирается на поддоне, нагревается и насосом 25 перекачивается в темперирующую машину.
Формы, выходящие из вибротранспортера 26, принимаются опрокидывателем 27, возвращаются в первоначальное положение и зачищаются от излишков шоколада специальным валковым механизмом 28. После этого формы направляются в охлаждающий шкаф тоннельного типа 34. Циркуляция охлажденного воздуха в шкафу поддерживается двумя осевыми вентиляторами. Поперечным транспортером 33 формы передаются затем на участок заливки начинок. Здесь соответственно числу используемых начинок установлены две (или более) отливочные машины 32, аналогичные машинам для заливки шоколада в формы. Отливочные машины, работающие на кремовых, помадных и фруктовых начинках, снабжаются приспособлением для промывки поршней водой. Равномерное распределение и разравнивание начинки внутри корочки обеспечивается вибротранспортером 31. Охлаждение начинки осуществляется в холодильном шкафу тоннельного типа 29 длиной 15 м, в котором постоянная циркуляция охлажденного воздуха поддерживается двумя осевыми вентиляторами. По поперечному транспортеру 18 формы передаются на основной транспортер 8, проходят под электрическим нагревателем 14, выполненным в виде подвижной плиты с отражателем. Расстояние между нагревателе и формой подбирается и регулируется вручную. Во время движения формы под нагревателем происходит оплавление краев шоколадной корочки, обеспечивающее прочное соединение ее с донышком, которое заливается отливочной машиной 13. Излишки шоколада снимаются зачищающим ножом 9. Пройдя основной транспортер 8, формы поступают в вертикальный охлаждающий шкаф 5, затем на выколоточное устройство 4, после чего готовые изделия транспортером 1 подаются на съем или к заверточным машинам, а пустые формы транспортером 2 направляются на новый цикл.
Автомат снабжен блокирующими электрическими и механическими устройствами, исключающими аварийные положения в работе. Управление им осуществляется с трех пультов 30, 22 и 7. Рабочими местами обслуживающего автомат персонала являются: основной транспортер, участок выхода готовых изделий, отливочная машина для корочки, участок заливки начинок и темперирующая машина.
Производительность автомата определяется количеством заполняемых в минуту форм, размерами и массой получаемых изделий. По конфетам «Ассорти» массой 10 г она равна 720 кг/ч.
Формы к автомату выпускаются обычно со следующим количеством ячеек: три (для 100-граммового шоколада), шесть (для 50-граммового), двенадцать (для 25-, 18- и 15-граммового), семь (для 50-граммовых батонов с начинкой) и 32 (для 10-граммового «Ассорти»).
Для шоколада без начинки количество отливаемых в 1 мин форм может быть 20, 23, 26 и 30, а для шоколада с начинкой — 20, 23 и 26 шт.
Размеры используемых форм 275x175 мм, количество форм на цикл — 835 или 610 шт., габаритные размеры автомата 22000 X X 5400X3300 мм, масса — 16700 кг.
 Схема работы универсального шоколадоформующего автомата «Кавемиль-крем-600-205»
Схема работы универсального шоколадоформующего автомата «Кавемиль-крем-600-205»
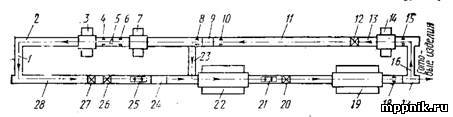
Рис. 2. Схема работы универсального шоколадоформующего автомата «Кавемиль-крем-600-205»:
1 — опрокидыватель для пустых форм; 2 — цепной передающий транспортер с синхронизированным движением; 3 — подогреватели пустых форм; 4 — отливочная машина MLP-C с приемной воронкой; 5 — трубчатый фильтр; 6 — вибрационный стол с регулируемой амплитудой колебаний; 7 — опрокидыватель для заполненных шоколадом форм; 8, 10 — вибраторы; 9 — насос для возврата стекающего из форм шоколада; 11 — поворотное устройство; 12 — валик для зачистки форм; 13 — шкаф для охлаждения форм с шоколадной корочкой; 14—поперечный цепной конвейер; 15—отливочные машины MLP-D; 16, 24 — вибротранспортеры; 17—вертикальный шкаф для охлаждения начинки;:/$ __ отливочная машина MLN с дозатором (для изделий с орехом); 19 — пластинчатый электрический подогреватель; 20 —трубчатый фильтр, 21 — отливочная машина MLP-B; 22 — двухсекционный вертикальный вибратор; 23 — зачищающий формы нож; 25 вертикальный охлаждающий шкаф для готовых изделий; 26 —магазин; 27 — опрокидыватель для готовых изделий; 28 — выборочная машина; 29 — транспортер для готовых изделии, 30 электродвигатель привода автомата; 31 — рабочие места
В автомате «Кавемиль-крем-600-205» (рис. 2) пустые формы, уложенные на цепной транспортер 2, проходят через подогреватели 3, где нагреваются горячим воздухом до температуры 28— 30°С.
Подогретые формы заполняются шоколадом за один цикл при помощи многопоршневой отливочной машины 4 с ориентирующей плитой и проходят через вибрационный стол 6, где происходят уплотнение шоколадной массы и удаление из нее пузырьков воздуха.
Затем формы поступают на опрокидыватель 7, где переворачиваются ячейками вниз. Излишек шоколада удаляется на вибраторе 8.
На втором вибраторе 10, сообщающем форме круговые и колебательные движения, выравнивается толщина шоколадной оболочки (корочки) и удаляются подтеки.
После этого формы при помощи поворотного устройства 11 еще раз перевертываются и занимают первоначальное положение (ячейками вверх).
Остающиеся на поверхности формы излишки шоколада зачищаются и удаляются специальным валиком 12.
Формы с шоколадной корочкой охлаждаются в охлаждающем шкафу 13 и поступают на отливочные машины 15 для заливки ячеек форм оттемперированными начинками, которые подаются при помощи продуктовых насосов из установленных на начиночнойстанции сборников.
Для уплотнения начинок формы поступают на вибротранспортер 16, а затем в охлаждающий шкаф 17 и, наконец, под пластинчатый обогреватель, где происходит расплавление кромки корочки, что способствует более прочному соединению шоколадной оболочки с донышком и препятствует вытеканию начинки из готовых изделий.
Для образования донышек формы поступают под отливочную машину 21, где заливаются шоколадом, после чего передаются на вибратор 22, а затем под подвижный нож 23, который снимает излишки шоколада. С вибротранспортера формы поступают в охлаждающий шкаф 25. Охлажденные формы с готовыми конфетами накрываются пластмассовыми листами, переворачиваются на 180 и опрокидывателем 27 и направляются на вибрационную машину 28, где конфеты извлекаются из форм. Уложенные на листы конфеты направляются на участок съема транспортером для готовых изделий 29.
Пустые формы возвращаются в первоначальное положение, направляются на подогрев, и цикл формования изделий повторяется.
Производительность автомата по конфетам «Ассорти» массой 10г — 720 кг/ч.
На этом автомате можно вырабатывать также узорчатый и мелкоплиточный шоколад.