Развитие производства шоколада, значительное увеличение производительности автоматов для формования шоколадных изделий, а также стремление отказаться от ручного труда с целью экономии рабочей силы, занятой на ручных операциях — укладке шоколадных изделий в заверточные машины, в коробки или торговую тару, привели к созданию оборудования, механизирующего процессы питания заверточных машин, а также операций укладки и упаковки шоколадных изделий в торговую тару. Создавались условия, которые впервые позволили объединить в общий комплекс операции формования и завертки шоколадных изделий. Следующим этапом на этом пути была комплексная механизация ряда вспомогательных операций, таких, как укладка изделий в картонные футляры и упаковка футляров в торговую тару (короба из гофрокартона).
В результате в последние годы были созданы поточные комплексномеханизированные линии, которые объединили в единый комплекс все стадии формования и оформления шоколадных изделий, включая операции завертки, укладки, упаковки и маркировки (этикетирования). Такие поточные линии являются новой ступенью в технологии шоколадного производства. Объединяя основной технологический процесс с заключительными операциями, они позволяют выпускать в едином и неразрывном потоке готовые к реализации изделия, существенно /повышают производительность, устраняют ручные операции, снижают трудоемкость, облегчают труд работающих и за счет использования оптимальных технологических режимов и непрерывности процесса улучшают качество выпускаемых изделий. Одновременно создаются условия для лучшей организации труда и автоматизации производственного процесса в целом.
Поточные линии состоят из комплекса автоматов, систем питания, завертки, укладки и упаковки. Обычно поточные линии специализированы и осуществляют выработку и упаковку только определенных групп и типоразмеров изделий, например, шоколадные плитки, конфеты «Ассорти» и др. В зависимости от вида изделий используются различные способы оформления готовой продукции и соответствующие виды оборудования. Предусматривается также возможность переналадки линии для выработки нескольких типоразмеров изделий.
Поточная линия завода «Хайденау» (Германия). Линия предназначена для формования и автоматизированной завертки шоколадных плиток различного размера и массы. Она представляет собой общий комплекс с автоматом модели 317-Е-9 и позволяет объединить операции формования, акклиматизации (выдерживание изделий при определенной температуре) и завертки плиток в соответствующие упаковочные материалы—парафинированную бумагу или подпергамент, фольгу, наружную этикетку.

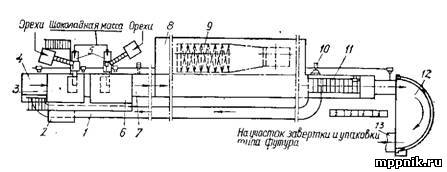
Рис. 1. Схема работы участка завертки поточной линии для производства шоколадных плиток завода «Хайденау»
Участок завертки этой поточной линии (рис. 1) состоит из распределительного транспортера 4, на пластинах. которого плитки лежат параллельными рядами; четырех транспортеров 7; четырех работающих синхронно механических сбрасывателей 8 плиток; четырех питающих заверточные автоматы ленточных транспортеров 6, которые располагаются в шахматном порядке или в один ряд; резервного ленточного транспортера 3 и двух групп заверточных автоматов 5.
На автомате 317-Е-9, имеющем две дозирующе-формующих машины, можно одновременно формовать плитки одинакового размера и массы или - различных по размерам и массе. Наиболее выгодной компоновкой в последнем случае является шахматное расположение заверточных автоматов. При порядном их размещении распределительный транспортер существенно удлиняется. Кроме того, в этом случае необходимо обеспечить иную синхронизацию работы пластинчатого транспортера с тем, чтобы последовательно питать изделиями два вида заверточных автоматов и использовать при их остановке, резервный ленточный транспортер 3, который принимает и выводит все незавернутые изделия.
Участок завертки поточной линии работает следующим образом. Выходящие из холодильной камеры 1 плитки лежат рядами на пластинах распределительного транспортера 4. Благодаря наличию в нижней части холодильной камеры зоны акклиматизации, где плитки принимают температуру, близкую к температуре помещения цеха, при завертке не образуются крошки, засоряющей поверхность плиток. Поэтому процессы формования на данной поточной линии объединены и в ней исключены операции укладки плиток во внутреннюю тару, выстойки их в помещении цеха и последующей укладки на питатели заверточных машин вручную.
Распределительный транспортер 4 поточной линии образован двумя параллельно движущимися в направляющих звеньевыми (роликовыми) цепями 2, между которыми шарнирно закреплены металлические пластины. При подходе к соответствующему ленточному транспортеру 6, питающему заверточный автомат, пластины наклоняются. При этом находящиеся на них шоколадные плитки перемещаются вниз и располагаются в один ряд на ленте непрерывно движущегося транспортера, установленного под углом 90°, который затем передает их на ленточный транспортер 6 заверточного автомата 5. Перемещение шоколадных плиток с пластин распределительного транспортера обеспечивается механизмом сбрасывателя 8, который выполнен в виде качающегося рычага П-образной формы. Во время цикла разгрузки он опускается на поверхность соответствующей пластины и принудительно сдвигает плитки на ленту принимающего транспортера 7.
При остановке какого-либо заверточного автомата оператор поворотом рычага отключает соответствующий узел питания. В этом случае плитки автоматически выгружаются на резервный ленточный транспортер* 3, вручную укладываются на подкладки из картона и в конце смены завертываются.
Обязательным условием для нормальной работы участка автоматизированной завертки поточной линии является хорошее регулирование заверточных автоматов, обеспечивающее безостановочную работу, беспрепятственный выход плиток с резервного транспортера и соблюдение режима акклиматизации изделий.
Производительность участка механизированной завертки практически равна производительности установленного в поточной линии автомата для формования.