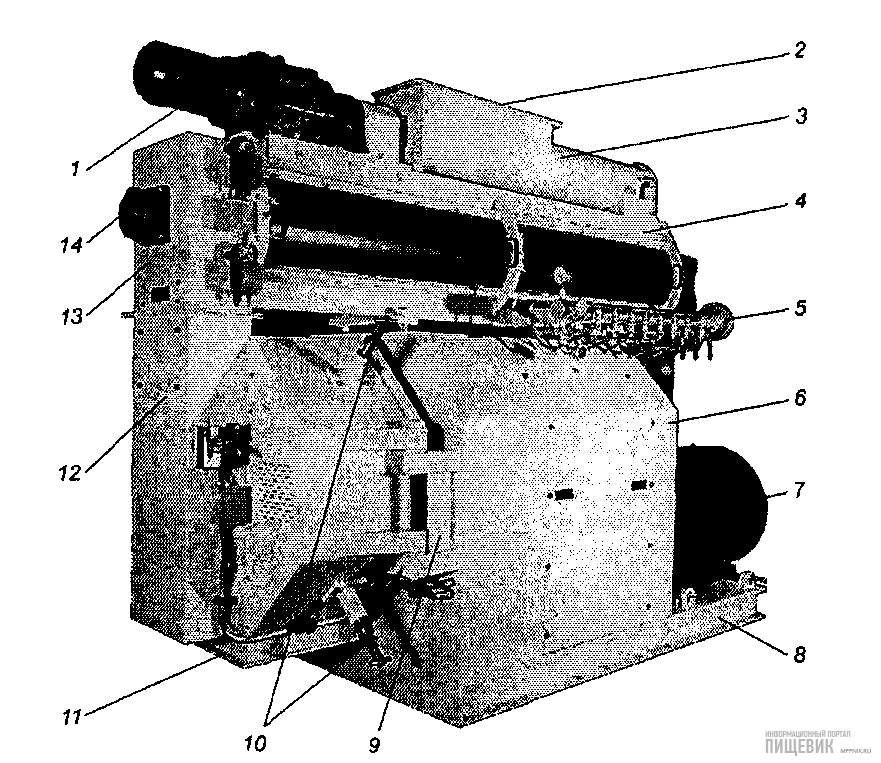
Пресс БПС оборудован подпрессователем штокового типа (рис. 1). Он состоит из станины 2 и прессовой камеры 18, смонтированных на раме 24 и стянутых между собой трубами с распорными хомутами.
Коленчатый вал 1 опирается на подшипники станины. По обе стороны коленчатого вала укреплены два маковика 3, служащие для выравнивания нагрузки на двигатель, один из которых является одновременно и приводным шкивом.
На шейку коленчатого вала надет шатун 6, который соединен с ползуном 10. К ползуну присоединен шток 11, на противоположном конце которого укреплен штемпель 12 прямоугольного сечения со скошенными краями.
Прессовая камера 18 состоит из двух частей, соединенных между собой болтами. В верхней части находится траверса 19. На нижней части прессовой камеры и на траверсе укладывают установочные планки 22 со сменными матрицами 23.
Прессующий канал образуется между нижней частью прессовой камеры и траверсой.
 Пресс типа БПС.
Пресс типа БПС.
Рис. 1. Пресс типа БПС.
По бокам канала матриц установлены два клина; в пазы клиньев закладывают боковые планки — сменные детали. Клинья при сборке матриц забивают кувалдой и запирают жестко весь узел матриц, который вместе со штемпелем служит для образования брикетов.
Для регулирования плотности брикета траверса 19 сделана подвижной; она может поворачиваться вокруг оси 16 при помощи специального устройства, состоящего из штурвала 17 червячной пары и винта.
При повороте Штурвала конец винта нажимает на траверсу, с которой связан верхний узел матриц, чем уменьшается высота канала и увеличивается сопротивление проходу. Передняя часть пресса у выхода штока 11 имеет уплотнение, препятствующее попаданию внутрь ныли.
Пресс смазывается с помощью насоса, подающего масло из бака в фильтр. Из фильтра масло поступает в распределительную коробку 4, откуда по трубкам распределяется по точкам. Прошедшее через трущиеся поверхности масло собирается в -картере станины и через сливную трубу стекает вновь в бак для масла. Таким образом, масло циркулирует в системе непрерывно.
В пресскамере имеются канавки для обогрева ее при пуске пресса и охлаждения при большой нагрузке на пресс.
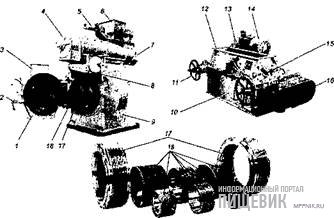
Этот пресс оборудован подпрессователем, который устанавливают на месте эксплуатации для предварительного уплотнения продукта, что увеличивает производительность пресса. Подпрессователь штокового типа состоит из прессующего узла и лопастного питающего механизма 13.
Прессующий узел состоит из вертикальной балки 5, нижний конец которой шарнирно прикреплен к шатуну 6 пресса. Верхний конец балки 5 шарнирно соединен с коромыслом 7, противоположный конец которого приводит в движение шток 14 подпрессователя. Опорой для коромысла является ось 9 с подшипниками, установленная на прочной станине 8.
Питающий механизм 13 представляет собой вал с насаженными на него лопатками и пальцами. Вал вращается в коробке, в средней части которой имеется выпускное отверстие, соединенное с приемной коробкой./5 пресса. Питающее устройство приводится от электродвигателя мощностью 1,7 квт.
Продукт, поступающий по самотечной трубе в питатель, перемещается лопатками к центральной части короба, затем штырями забрасывается ц приемную коробку 15 пресса.
Перемещение шатуна в вертикальной плоскости создает поворот коромысла 7 вокруг оси 9 и подъем и опускание штока 14 подпрессавателя на высоту 520 мм.
Пята штока давит на продукт, забрасываемый питателем в приемную коробку 15 пресса, и в уплотненном виде подает его к штемпелю 12 пресса для окончательного брикетирования.
Секция мундштука 21, прилегающая к прессу, сделана со специальным устройством 20, предназначенным для освобождения мундштука от брикетов. Это требуется при остановке пресса, а иногда и при работе его, когда получается бесформенный брикет. В таблице 20 приведены технические характеристики прессов.
Техническая характеристика штемпельного пресса БПС-3
Производительность с подпрессователем в кг/ч
при брикетировании кормосмеси,
содержащей 83% соломы 800
Размер брикета в мм:
длина 140
ширина 60
толщина . 25—40
Количество маховиков 2
Число ходов штемпеля в минуту 70-78
Длина хода штемпеля в мм 280
Мощность электродвигателя в кВт 45
Вес пресса в т 20
Мундштуки пресса состоят из отдельных звеньев. Общая длина мундштука зависит от расстояния брикетного отделения до склада брикетов и составляет 25— 30 м. При необходимости мундштуки можно выводить с первого на второй этаж цеха.
Для нормальной работы прессов над каждым прессом для прессуемого материала установлен бункер или самотечная труба большого диаметра. При вводе в рецепт сена или соломы повышенной влажности (свыше 16— 17%) резко увеличивается поперечное сечение брикетов, при выходе из пресскамеры они плохо продвигаются по мундштуку. Поэтому для бесперебойной работы прессов при переработке влажных продуктов мундштуки укорачивают и увеличивают ширину внутри мундштука.
Пресс БПС приводится в движение электродвигателем с контактными кольцами. Минимальное расстояние между осями электродвигателя и вала пресса БПС равно 4500 мм. Для привода применяют прорезиненный ремень шириной 300 мм с десятью прокладками. При пуске пресса после капитального ремонта или вновь смонтированного следят за правильностью направления вращения. Если смотреть со стороны приводной части пресса, то маховики должны вращаться против часовой стрелки.
Необходимо следить за тем, чтобы не было большого зазора у направляющих ползуна, иначе торец штемпеля может удариться о верхнюю, так называемую подрезную матрицу, что вызовет серьезную аварию пресса.
Прежде чем пустить пресс, следует убедиться в исправности его и отсутствии посторонних предметов, проверить прочность крепления болтов и гаек, наличие масла, сшивку ремня; закрепить ограждения.
Штемпель в матричном канале устанавливают таким образом, чтобы в верхней части его был зазор 1 мм, иначе конец штемпеля во время прессования может подняться вверх и ударить в верхнюю кромку матрицы. Зазор в нижней части штемпеля и по бокам не более 0,5 мм.
Положение штемпеля проверяют металлическим щупом при двух крайних положениях штемпеля. При укладке матриц необходимо следить, чтобы не было встречных выступов в стыках матриц по ходу штемпеля.
После тщательного осмотра и приведения в рабочее состояние пресс прокручивают от руки маховиком. В случае затруднения в повороте через маховик необходимо ослабить затяжку коренных или шатунных подшипников. Перед запуском пресса за 3—5 мин включают масляный насос, чтобы все подшипники и направляющие были залиты маслом.
Запущенный на холостом ходу пресс следует проверить, не греются ли подшипники; направляющие ползуна при правильной установке должны обеспечить спокойную его работу; конец штока, где привертывается штемпель, должен иметь спокойный ход.
При пуске пресса в эксплуатацию корпус прессовой головки и матрицы прогревают паром или горячей, водой.
Перед началом каждой смены пресс следует останавливать и тщательно осматривать. Особое внимание следует обращать на надежность болтового крепления подшипников, шатуна, штемпеля и других деталей.
Начальный пуск пресса производится на сухом сыпучем продукте (без мелассы), а затем при дальнейшей работе пресс загружают нормальным мелассированным продуктом.
До остановки необходимо засыпать в пресс немелассированный сыпучий продукт (овес, концентрированный комбикорм и др.) так, чтобы прессовый канал был полностью заполнен. Затем из первой секции мундштука следует удалить брикет.
При стуке в подшипниках и других сочленениях деталей пресса, перегреве подшипников, прекращении подачи масла, электроэнергии, продукта из-за технологических и других неполадок работа пресса прекращается. При этом необходимо перекрыть шибер самотечной трубы, удалить продукт из загрузочной камеры и заполнить ее сухим продуктом.
Около прессовщика всегда должен быть запас сухого сыпучего продукта. Перед пуском пресса следует установить маховик на рабочий ход. Для этого проворачивают маховики в сторону, обратную нормальному вращению, до упора торца штемпеля о брикет. Нельзя допускать появления пробки в канале, так как при этом пресс не в состоянии протолкнуть брикетную ленту и резко останавливается. При образовании пробки появляются глухие удары, все детали пресса работают со значительно повышенными нагрузками.
Пробки образуются в результате резкого изменения влажности прессуемого материала, перерыва в поступлении материала (при работе с новыми материалами) и по другим причинам.
Своевременное предотвращение пробки зависит от опыта и навыка прессовщика, который должен в начале ее образования сразу прекратить подачу продукта и поворотом штурвала приподнять траверсу прижимного устройства.
Если пробка все же образовалась и штемпель не в состоянии ее протолкнуть, то пресс необходимо немедленно остановить. Выбивание пробки часто связано с разборкой и сборкой матриц, на что уходит много времени.
При пуске в работу с новыми матрицами следует обеспечить беспрерывную работу пресса в течение нескольких часов (не прекращая подачу продукта в пресс).
Во избежание несчастного случая запрещается проталкивать продукт в пресскамеру руками или металлическими предметами, а также поправлять брикет в мундштуках.
В штемпельных прессах наибольшему износу подвергаются формовочные детали: матрицы, боковые планки к матрицам и штемпели. Матрицы и планки по длине канала срабатываются неодинаково. В большей части они срабатываются в начале канала, где образуются брикеты. Для увеличения срока службы изношенные поверхности матриц, планок и штемпелей восстанавливают наплавкой сталинита. После наплавки поверхности ее шлифуют, в результате чего она выравнивается.
Производительность одноштемпельного пресса определяется по формуле:
 Производительность одноштемпельного пресса
Производительность одноштемпельного пресса