На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Полуавтомат ЕА-10467 фирмы «Биндлер» (ФРГ). Предназначен для выработки плиточного шоколада. Полуавтомат (рис. 5, б) обеспечивает частичную механизацию процессов формования (обработка массы на вибротранспортере, охлаждение изделий в холодильной камере и подогрев форм), оставляя немеханизированными операции выборки, съема и доставки отформованных плиток к заверточным машинам и пустых форм на, транспортер, возвращающий формы на подогрев и повторение цикла. В зависимости от ширины используемых форм (300, 360 и 426 мм) в полуавтомат можно устанавливать различные дозирующе-формующие машины — DK, DKB или DKS. Компоновка полуавтомата выполнена в двухлинейном варианте.


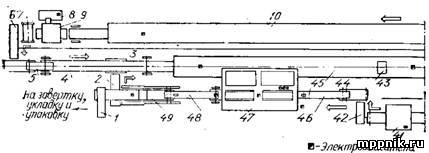
Рис. 6. Автомат 5012-А фирмы «Лёш» (ФРГ)
Процесс формования шоколадных плиток осуществляется следующим образом. Перемещаясь по транспортеру 3, пустые формы на участке 4 подогреваются теплым воздухом и, поступая на рольганг 5, перестраиваются с первой на вторую линию полуавтомата. Температурный режим па участке 4 (в зоне подогревания форм) регулируется автоматически. Промежуточным транспортером 6 формы подаются под дозирующе-формующую машину 7 и заполняются шоколадной массой. Затем формы промежуточным транспортером 8 направляются на трехдорожечный вибротранспортер 9 модели КТ с поворотными кругами г на концах, с самостоятельным приводом и электродвигателем мощностью 2,2 кВт. После выравнивания поверхности изделий и удаления из них пузырьков воздуха формы с вибротранспортера поступают в вертикальную холодильную камеру модели КБ, которая может иметь 68, 86 или 103 полки (высота камеры соответственно 2000, 2300 или 2600 мм при длине j 6000 мм и ширине 2000 мм). Температурный режим охлаждения в камере поддерживается рециркуляцией воздуха, которая осуществляется четырьмя осевыми вентиляторами 11, установленными между зоной охлаждения и воздухоохладителем.
Формы, выходящие из холодильной камеры, поступают на ленточный транспортер. 12 с самостоятельным приводом, на котором осуществляется выборка изделий из форм вручную. Длина этого транспортера задается, исходя из местных условий. Пустые формы перекладываются на ленточный транспортер 2, который передает их на выполненный из панцирной сетки транспортер 3 шириной 450 мм.
Транспортер 12 направляет готовые изделия к заверточным машинам 1. Работницы снимают изделия с транспортера 12 и заворачивают их.
Автомат 5012-А фирмы «Лёш» (ФРГ). Предназначен для производства литых шоколадных плиток массой 100 г (размер плитки 160Х Х78Х8 мм), 25 г (размер плитки 90X30X8 мм) и 15 г размер плитки 62Х39Х Х6мм), выпускается двухголовочным. Переход с одного вида изделий на другой требует замены форм, подготовки соответствующих размеру изделий узлов на обеих машинах, а при использовании форм с изделиями массой 15 г также и увеличения скорости формования. Для формования изделий массой 100 г используют формы размером 510X180 мм (1000 шт. на цикл), массой 25 и 15 г — размером 510X160 мм (соответственно 1000 и 1600 шт.).
Автомат (рис. 6) состоит из двух
установленных последовательно дозирующе-формующих машин 1 и 2 модели LSG-97-2; вибрационного
транспортера 3 (рис. 6); промежуточного распределяющего транспортера 4, который
передает формы на два поперечных транспортера 5 и 6, кинематически связанных с
транспортерами, загружающими спаренную вертикальную холодильную камеру 7; двух
промежуточных транспортеров 8 и 23, двух магазинов 9 и 22 для укладки на формы
картонных или пластмассовых листов; двух выборочных машин 21 и 10; двух
поперечных транспортеров 11 и 20 направляющих готовые изделия на отводящий их
транспортер 24; двух фасонных транспортеров 12 и 19 для отвода пустых форм;
транспортера 13, принимающего и подающего пустые формы на подо
грев; вертикальной камеры 14 для подогрева форм с патерностером; разгружающего
пустые формы транспортера 15 с толкателями; поперечного транспортера 16;
главного привода 17 с электродвигателями мощностью 5 и 9 кВт и вала 18.
Процесс формования шоколадных изделий осуществляется следующим образом. Формы во время движения через камеру 14 обдуваются воздухом, нагретым двумя трехсекционными электрическими калориферами мощностью по 14 кВт каждый. На полку патерностера камеры 14 загружается одновременно пять форм. В поднимающей и опускающей ветвях патерностера имеется по 27 полок. Перемещение форм с одной ветви патерностера на другую, загрузка и выгрузка осуществляются транспортерами с толкателями, имеющими самостоятельный привод. Время пребывания форм в камере 5 мин. Габаритные размеры камеры 2570X 1800X2820 мм.
Формы, пройдя разгружающий и поперечный транспортеры, подаются под дозирующе-формующие машины. Последние оборудованы приемниками вместимостью 35 кг, мешалками, вращающимися с частотой 17 об/мин от самостоятельных электродвигателей мощностью по 0,22 кВт, водяными рубашками с системой термостатирования и принудительной рециркуляцией нагретой воды, температура которой фиксируется термометрами. Одна из машин формует мелкий шоколад, другая —шоколад массой 100 г. Такая система позволяет сократить продолжительность переналадки автомата при переходе с выработки одного вида изделий на другой. Кроме того, она обеспечивает примерно одинаковую производительность автомата при формовании изделий разной массы.
Формы, заполненные оттемперированной шоколадной массой, передаются на 18-метровый транспортер, на котором установлено восемь вибрационных электродвигателей по 0,55 кВт. Промежуточным 'распределяющим транспортером 4 формы разделяются на два равных потока и направляются в спаренную вертикальную холодильную камеру 7, оборудованную двумя патерностерами, тремя воздухоохладителями холодопроизводительностью 33727 Вт каждый и шестью осевыми вентиляторами мощностью по 0,22 кВт, которые обеспечивают непрерывную рециркуляцию воздуха. На каждую полку патерностера загружается по девять форм; его поднимающая и опускающая ветви несут по 35 полок каждая. Продолжительность пребывания форм в холодильной камере 20 мин. Габаритные размеры камеры 4010X3550X3260 мм, расход холода 101181 Вт. Охлажденные изделия выводятся из камеры 7 двумя параллельно работающими промежуточными транспортерами 8 и 23, которые подают формы в две выборочные машины 10 и 21. Предварительно на формы из магазинов 9 и 22 укладываются листы из пластмассы или картона. Готовые изделия с участка выборки направляются на общий транспортер 24 длиной 18,5 м и далее к заверточным машинам. Пустые формы возвращаются через промежуточные фасонные транспортеры 12 и 19 на транспортер 13, подающий их на подогрев в камеру 14, после чего цикл работы автомата повторяется.
Автомат 5011-А фирмы «Лёш» (ФРГ). Предназначен для производства мелких литых шоколадных изделий—-плиток массой 15 г и заготовок для медалей по 10 и 25 г. Он может использоваться и для производства других изделий, например эстампе.
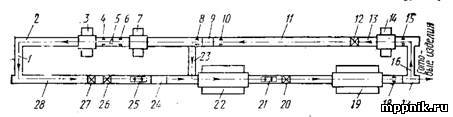
Автомат (рис. 7) состоит из дозирующе-формующей машины 1 с двухскоростным приводом 2, позволяющим использовать двух-, трех- пли четырехрядные формы; вибротранспортера 3 длиной 6 м; вертикальной холодильной камеры 4; промежуточного транспортера 5; выборочной машины ударного действия 6; поперечного транспортера 7; транспортера 8 возврата пустых форм с калорифером для их подогрева и поперечного транспортера И для подогретых форм; основного привода 10 и вала 9, который проходит параллельно центральной оси автомата и обеспечивает последовательность выполнения определенных циклов его работы.
В качестве дозирующе-формующей машины в этих автоматах для производства плиточного шоколада используются машины модели LSG-97, которые позволяют формовать отливкой различные виды шоколадных масс без добавлений или с твердыми добавлениями в виде дробленого или целого ореха. При формовании изделий с твердыми добавлениями в приемнике машины дополнительно устанавливается шнек с самостоятельным приводом, который легко извлекается для очистки благодаря использованию крепления байонетного типа. Шнек обеспечивает непрерывное перемешивание и принудительную подачу формуемой массы в насосную систему дозирующе-формующей машины.

Рис. 7. Автомат 5011-А фирмы «Лёш» (ФРГ)
Дозирующе-формующие машины LSG-97 осуществляют ленточный или точечный способ формования шоколадных масс. Переход от одного вида формования к другому обеспечивается быстрой заменой (за 1—2 мин) мундштука ориентирующей плитой и переключением насосов поршневой системы. При замене плиты нет необходимости освобождать приемники машин от заполняющей их массы.
Конструкция дозирующе-формующих машин обеспечивает точное регулирование начала и окончания формования и количества рядов, заполняемых в каждой форме. Регулирование может выполняться во время работы машины. Масса формуемых изделий регулируется величиной хода поршней насосной системы. При отсутствии форм электромагнитная система блокировки исключает возможность осуществления рабочего цикла. В момент рабочего цикла формы приподнимаются и в конце его резко опускаются, что обеспечивает быстрый отрыв и более эффективное отделение формуемой массы от рабочих органов и отсутствие потеков при формовании изделий. Производительность дозирующе-формующих машин при точечной отливке достигает 100, при ленточной — 50 отливов/мин. Каждая машина снабжена приемником для шоколадной массы, мешалкой, вращающейся с частотой 17 об/мин, водяной рубашкой и системой рециркуляции воды, температура которой поддерживается автоматически на задаваемом уровне. Габаритные размеры дозирующе-формующей машины 2000x1400x1650 мм, масса 1520 кг.
В автомате в качестве вибрационных транспортеров используются преимущественно многосекционные вибраторы с регулируемой амплитудой колебаний и принудительным движением форм, непрерывно перемещаемые толкателями цепного транспортера. При этом формы фиксируются постоянными магнитами, что позволяет значительно снизить уровень шумов при эксплуатации вибрационных транспортеров.
В автомате 5011-А используется вертикальная холодильн-ая камера модели LVK, в которой загрузка и разгрузка форм механизирована. При движении формы омываются охлажденным воздухом, принудительно рециркулирующем в камере. Рециркуляция воздуха через зоны охлаждения и воздухоохладители обеспечивается установленными в шкафу центробежными вентиляторами. Габаритные размеры вертикальной холодильной камеры модели LVK —2250X 1800X3000 мм.
Автомат работает следующим образом. Формы размером 425X185 мм подогреваются воздухом, который нагревается в секционном электрокалорифере мощностью 12 кВт, во время движения через горизонтальную камеру, установленную над транспортером 8. Рециркуляция воздуха обеспечивается осевым вентилятором. Затем формы передаются поперечным транспортером 11 под дозирующе-формующую машину 1, заполняются шоколадной массой и поступают на вибротранспортер 3, где содержимое форм разравнивается и формуемая масса заполняет все детали рисунка каждой ячейки. Одновременно удаляются пузырьки воздуха, содержащегося обычно в шоколадных массах. Благодаря возможности регулировать амплитуду колебаний на вибротранспортере можно обрабатывать шоколадные массы различной вязкости (до 20—25 Па-с по Реутову).
Заполненные формы поступают в вертикальную холодильную камеру 4 вместимостью 240 форм. На каждую полку камеры подаются четыре формы. Расстояние между полками равно 35 мм. Продолжительность охлаждения форм — 20 мин. Для охлаждения воздуха в нем установлены два воздухоохладителя холодопроизводительносйыо по 8723 Вт каждый, работающие на фреоне или рассоле. Циркуляция воздуха в камере обеспечивается тремя осевыми вентиляторами.
Охлажденные изделия поступают на транспортер 5, который направляет их к выборочной машине 6. Готовые изделия отбираются работницами, а пустые формы транспортером 7 передаются на повторный цикл.
Работа автомата осуществляется с пульта управления.
Техническая характеристика автомата 5011-А фирмы «Лёш» (ФРГ)Мощность 12 электродвигателей, кВт 8,2
Мощность электрообогревательных приборов и средств 15
управления, кВт
Количество форм на цикл при производстве шоколада,
шт.
массой 15 г и производительности 12 форм/мин 430
массой 25 г и производительности 11 форм/мин 410
массой 10 г и производительности 7 форм/мин 330
Габаритные размеры, мм
длина 19000
ширина 2600
высота 3000
Масса, кг 12980
Автомат 5013-А фирмы «Лёш» (ФРГ). Предназначен для производства литых шоколадных изделий — плиток массой 50 и 100 г, по своей конструкции и принципу работы аналогичен автомату 5011-А. Отличие заключается в размере используемых форм (510x275 мм), их количестве (570 шт. на цикл), несколько большей продолжительности охлаждения изделий (30 мин), большем количестве отливов (14 в минуту), большем расходе холода (38379 Вт) и габаритных размерах как самого автомата (21000x2600x3210 мм), так и холодильной камеры (4100Х Х2000Х3210 мм). Холодильная камера имеет на каждой ветви патерностера по 35 полок, на каждую из которых при загрузке поступает по шесть форм. Общая вместимость холодильной камеры 420 форм. В ней установлены три секции воздухоохладителей холодопроизводительностью по 12793 Вт каждая.
Масса автомата 14080 кг, мощность 12 электродвигателей II кВт, нагревателей. 16 кВт, средств управления 1 кВт.
Автомат «Кавемиль-600» фирмы «Карле и Монтанари» (Италия).Предназначен для формования плиточного шоколада различных формы и массы, шоколада с добавлениями в виде целых орехов, предварительно смешиваемых с шоколадной массой или дозируемых в ячейки форм, а также другими добавлениями, размер частиц которых составляет не более 4 мм.
В автомате используются две модели дозирующе-формующих машин и формы размером 600X205 мм. На один цикл работы .автомата требуется 525 форм. Автомат двухголовочный и выполнен в двухлинейном варианте.
Автомат (рис. 8) состоит из группы машин и механизмов, соединенных в общую поточную линию цепными транспортерами с толкателями и общим приводным валом 11, связанным с главным приводом 10 автомата.

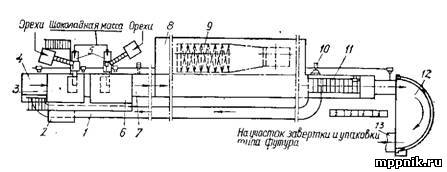
Рис. 8. Автомат «Каврмиль-600» фирмы «Карле и Монтанари» (Италия)
Основными узлами автомата являются: транспортер 1 возврата пустых форм с калориферами 2 и 3 для их подогрева теплым воздухом; поперечный транспортер 4; пульт управления 5; транспортер 6 для подачи форм; две дозирующе-формующих машины 7 и 8 модели MLP и MLN; вибротранспортер 9; нож для зачистки форм; главный привод 10; вертикальная холодильная камера 12 с воздухоохладителем, системой транспортеров и патерностером; механизм 13 для укладки на формы картонных или пластмассовых листов; выборочная машина 14 с опрокидывателем форм; промежуточный транспортер 15; транспортер для готовых изделий 16 и поперечный транспортер 17 с механизмом поворота форм на 180°.
Автомат работает следующим образом. Пустые металлически? формы подогреваются в течение двух минут до температуры 28—30 °С теплым воздухом, нагреваемым калориферами 2 и 3, передаются транспортером 1 на поперечный транспортер 4 и с него на транспортер 6, подводящий их к дозирующе-формующим машинам 7 или 8. В зависимости от вида вырабатываемых изделий в работу включается одна или другая дозирующе-формующая машина. При формовании плиточного шоколада без добавлений используют дозирующе-формующую машину MLP, при формовании шоколада с добавлениями целого ореха или ореховой крупки — машину MLN.
В некоторых моделях автомата для формования изделий с целыми орехами дозирующе-формующая машина MLN снабжена специальным устройством PET, которое обеспечивает объемное дозирование и предварительную закладку порций целых орехов в ячейки форм, после чего осуществляется заполнение форм жидкой шоколадной массой из дозирующе-формующей машины MLN. Устройство модели PET обычнс? устанавливается на транспортере 6 перед участком дозирующе-формующих машин.
Заполненные за один рабочий цикл формы обрабатываются на вибротранспортере 9, зачищаются с поверхности пластинчатым ножом и поступают в вертикальную холодильную камеру 12 с двумя зонами охлаждения. Камера оборудована четырьмя осевыми вентиляторами, двумя воздухоохладителями и термометрами. Сначала формы поступают в первую зону, в которой рециркулирует воздух температурой 6—8°С, а затем переходят во вторую, где охлаждаются при температуре 13—15 °С. Далее они поступают на устройство для укладки на их поверхность картонных или пластмассовых пластин и направляются к выборочной машине 14 вибрационного действия. Формы с плитками и пластинами поворачиваются на 180°, попадают на вибростол и освобождаются от изделий. Пустые формы транспортером 15 выводятся из выборочной машины и поступают на поперечный транспортер 17 с поворотным устройством, которым они поворачиваются на 180°, вновь занимая положение ячейками вверх. Готовые изделия транспортером 16, расположенным под транспортером 15, направляются на завертку. После подогрева пустых форм на транспортере 1 цикл формования повторяется.
Работа автомата осуществляется с
общего пульта управления 5, на котором установлены контрольные лампы, пусковые
кнопки и счетчик числа рабочих циклов. Габаритные размеры автомата
23000X4700X2900 мм.

Рис. 9. Автомат «Кавемиль-275» фирмы «Карле и Монтанари» (Италия)
Автомат (рис. 9) состоит из закрытого кожухом цепного транспортера 1 для возврата свободно лежащих на нем пустых •форм; калориферов 2 для предварительного и 4 для окончательного подогрева форм; поперечного транспортера 7; транспортера 8, подающего формы к двум дозирующе-формующим машинам 3 и 6 марки MLP и MLN с дозатором 5 для орехов; вибротранспортера 9; вертикальной холодильной камеры 10 с загружающим, перемещающим формы и разгружающим их транспортерами и патерностером; выборочной машины И ударного типа для накапливания и групповой выборки на картонные подкладки изделий из шести форм одновременно; промежуточного транспортера 12 для пустых форм; поперечного транспортера 14 и транспортера для готовых изделий 13.
Автомат работает по технологическому циклу, обычному для шоколадоформующих установок модели «Кавемиль». Подогретые на транспортере 1 формы передаются транспортером 7 на транспортер 8 и подводятся им под дозирующе-формующие машины 3 или 6 (в зависимости от вида формуемых/ изделий). Заполненные формы передаются на вибротранспортер 9 и после обработки загружаются в вертикальную холодильную камеру 10 с тремя зонами охлаждения. Охлажденные формы поступают на выборочную машину 11 и накапливаются в ней, образуя группу из шести форм. На рабочей площадке
выборочной машины работница вручную накладывает листы картона. После этого происходит смыкание площадок с формами и извлечение изделий из формы, которые остаются на подкладках. Подкладки с изделиями транспортером 13 выводятся на участок завертки. Пустые формы проходят по транспортеру 12 в положении ячейками вниз и на поперечном транспортере 14 поворачиваются в исходное положение (ячейками вверх), после чего передаются на транспортер 1 возврата форм для их подогрева и повторения цикла формования.


Рис. 10. Автомат «Гелиос-173»
Работа автомата осуществляется с пульта управления, установленного на участке вибротранспортера. Скорость формования— до 30 форм/мин; при выработке плиточного шоколада массой 100 г производительность составляет 540 кг/ч, мелкого шоколада — 518 кг/ч.
Габаритные размеры автомата 19500X2100X3200 мм.
Автоматы «Гелиос» модели 173 фирмы «Винклер и Дюннебир» (ФРГ). Выпускаются шести типоразмеров и предназначены для массового производства плиточного шоколада и шоколада с твердыми добавлениями. Автоматы выпускаются одноголовочными и компонуются в однолинейном варианте с верхним расположением транспортера для возврата пустых форм. В них используются формы размером 805X220X20 мм (8 плиток массой по 100 г в форме) и 1165x220x20 мм (12 плиток той же массы в форме).
Конструкция и принцип действия автоматов модели 173 совершенно идентичны. Поэтому ниже приводится описание работы только одного автомата — типоразмер I.
Автомат (рис. 10) состоит из камеры 1 для подогрева форм, в нижней части которой расположен четырехъярусный вибротранспортер 2 с 16 отдельными вибраторами; дозирующе-формующей машины 3; холодильной камеры 5; механизма выборки 6 вибрационного типа; транспортера для возврата пустых форм о (основной транспортер) и транспортера для выхода отформованных готовых изделий 7.
Автомат работает следующим образом. Легкосъемные формы во время движения цепного транспортера устанавливаются в формодержатели, шарнирно закрепленные на двух бесконечных роликовых цепях. На горизонтальных участках цепного транспортера они фиксируются формодержателями, а на вертикальных занимают горизонтальное положение и перемещаются подвешенными на шарнирах.
Пустые формы по верхней ветви основного цепного транспортера 8 передаются в зону обогрева камеры 1, которая оборудована калорифером, осевыми вентиляторами и системой автоматического регулирования температуры. Формы движутся в ней горизонтально и перемещаются постепенно сверху вниз, десять раз изменяя направление своего движения на обратное. После подогрева до температуры 30—32 °С формы делают петлю и подводятся через вертикальную шахту 4 к дозирующеформующей машине 3, которая снабжена приемником вместимостью около 100 кг, водяной рубашкой и системой автоматического регулирования температуры воды, циркулирующей в рубашке приемника. Система автоматического регулирования включает электрический нагревательный патрон, автоматический регулятор, связанный с электромагнитным клапаном, регулирующим подачу холодной воды в рубашку и центробежный насос, обеспечивающий рециркуляцию воды в системе.
Формование шоколадной массы осуществляется отливкой через дюзы легкосъемной ориентирующей плиты. За один рабочий цикл шоколадной массой заполняются все ячейки формы. В момент цикла заполнения формы приподнимаются, а затем резко опускаются, что устраняет каплеобразование и потеки при формовании. Насосная система дозирующе-формующей машины позволяет формовать шоколадные массы без добавлений и шоколадные массы, предварительно смешанные с твердыми добавлениями (ореховая или другая крупка и целые ядра орехов). После заполнения формы передаются на четырехъярусный вибротранспортер 2, который смонтирован в нижней части камеры 1. Установленные на вибротранспортере вибраторы регулируются по частоте (10—50 Гц) и амплитуде колебаний (0,1— 0,3 мм). Формы, перемещаемые основным цепным транспортером, поступая на вибраторы, частично освобождаются и слегка приподнимаются. Под воздействием вибрации их содержимое хорошо разравнивается, и одновременно из него полностью- удаляются пузырьки воздуха. При обработке на.вибраторах формы фиксируются постоянными магнитами. Вибрация не передается на формодержатели, цепной транспортер или другие элементы конструкции.
Затем формы поступают в холодильную камеру 5 и проходят в ней путь сверху вниз, охлаждаясь воздухом, подаваемым двумя группами осевых вентиляторов, расположенных в верхней части камеры (по 12 шт. с каждой стороны). В холодильной . камере образуются 3 зоны охлаждения: предварительное,, глубокое охлаждение и акклиматизация отформованных плиток. Изделия извлекаются из форм непосредственно на ленточный транспортёр выборочной машины ударного типа. Рабочие органы выборочной машины снабжены пневматическим управлением и индивидуальным регулированием. Для бесшумной работы автомата зона выборки снабжена кожухом и поглощающей звуки изоляцией. Пустые формы основным цепным транспортером 8 возвращаются обратно и поступают в зону подогрева камеры 1, после чего цикл формования изделий повторяется.
Работа автомата осуществляется с пульта управления.
Движение цепному транспортеру передается от общего привода с бесступенчатым регулированием частоты вращения. Количество отливов регулируется кнопками, установленными на пульте управления («Больше» — «Меньше»). Предусмотрена автоматическая блокировка и защита всех узлов от перегрузок и поломок.
Готовые изделия передаются на транспортер, к которому может подключаться автоматическое распределительно-питающее устройство, связанное с группой скоростных заверточных машин.
Габаритные размеры одноголовочного шоколадоформующего автомата 173 (типоразмер I) производительностью 45 форм/мин — 26950X2190X190X3170 мм. Продолжительность охлаждения форм 18,6 мин, подогрева 5,3 мин, обработки на вибраторах 1,8 мин. Общая продолжительность одного цикла 33,3 мин.