На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Эта операция необходима в связи с тем, что при формовании из тестовых заготовок почти полностью вытесняется углекислый газ, нарушается пористая структура теста. Для получения хлеба с хорошей пористостью и достаточно большим объемным выходом необходимо дать возможность тестовым заготовкам увеличиться в объеме и приобрести равномерную пористую структуру. Для этого тестовые заготовки и подвергаются перед выпечкой окончательной расстойке. Для изделий из пшеничной муки это будет вторая расстойка (после предварительной), а для изделий из ржаной муки— первая и окончательная.
Увеличение объема и восстановление пористой структуры тестовой заготовки обусловлено выделением углекислого газа в результате продолжающегося в тесте спиртового брожения.
Предварительная расстойка проводится в атмосфере воздуха цеха, а окончательная расстойка — в специальных расстойных шкафах, в которых параметры воздуха с помощью кондиционера поддерживаются на определенном уровне: температура 35 — 40°С, относительная влажность 75— 85%, при этом важно, чтобы изделия не обдувались воздухом во избежание заветривания кусков и образования уплотненной корочки. С той же целью поддерживают высокую относительную влажность воздуха, повышенная температура которого форсирует процесс брожения и расстойку.
Образование на поверхности изделий подсохшей корочки нежелательно, так как она сдерживает увеличение объема изделий при расстойке и особенно в начальный период выпечки и вызывает образование на поверхности готовых изделий подрывов и трещин.
Окончание расстойки обычно устанавливают по внешнему виду и объему кусков, а на автоматизированных линиях — по длительности этого процесса, установленной технологическими инструкциями или опытным путем.
Батоны с недостаточной расстойкой имеют в поперечнике округленную форму, плотный мякиш, толстостенные поры; батоны с избыточной расстойкой — плоскую форму расплывшегося изделия, неравномерную пористость; батоны с нормальной расстойкой — хорошо развитые тонкостенные поры, слегка овальную форму, переходящую к округлой по бокам от нижней корки. Длительность расстойки колеблется в широком диапазоне — от 25 до 120 мин в зависимости главным образом от массы кусков и рецептуры теста. Чем меньше масса куска, тем длительнее расстойка. Сдобное тесто расстаивается более длительное время, чем несдобное. Повышение температуры (не более 45°С) и относительной влажности воздуха (не более 90%) сокращает длительность расстойки на 20—30%.
Установки для окончательной расстойки теста. Эти установки подразделяются на камерные для передвижных вагонеток или с вращающимся стеллажом и конвейерные шкафы, в основном с люлечными конвейерами. Большинство современных хлебозаводов оснащены конвейерными расстойными шкафами.

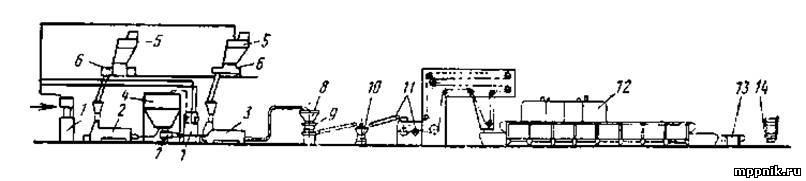
Рис. 1. Схема конвейерного секционного шкафа для окончательной расстойки Р-1-57.
На рис. 1 представлена схема конвейерного секционного шкафа для окончательной расстойки Р-1-57, предназначенного для тестовых заготовок широкого ассортимента хлебобулочных изделий. Производительность этого шкафа можно увеличивать на 50 или 100% присоединением одной или двух секций с 12 люльками в каждой. Шкаф состоит из каркаса 1 с обшивкой, приводного вала с двумя цепными блоками 2, двух натяжных осей с цепными блоками 3, двух ролико-пластинчатых цепей 4 с люльками 5, приводного механизма и механизма для регулирования продолжительности расстойки (на схеме не показаны). Охватывая приводные цепные блоки 2, две бесконечные ролико-пластинчатые цепи, движущиеся вверх, при переходе в горизонтальное положение огибают нижние кривые направляющие 6. Затем цепи проходят через натяжные блоки 3 и далее продвигаются по верхним направляющим до второй пары натяжных цепных блоков, огибают их, переходя из горизонтального в вертикальное положение по направляющим. Движение цепей возобновляется по новому циклу после огибания приводных цепных блоков. В основной части шкафа на цепи подвешивается 30 люлек, в приставных секциях — по 12 люлек. Люльки могут быть однополочные (для крупноштучных изделий) и двух- полочные. Они подвешиваются на шарнирах между цепями с шагом три цепных звена. Конвейер движется периодически с остановками для разгрузки люлек. Остановка осуществляется с помощью механизма, посредством которого регулируется длительность расстойки. Пуск конвейера шкафа синхронно связан с пуском конвейера обслуживаемой печи ФТЛ-2 и осуществляется автоматически. Механизм, регулирующий длительность расстойки, передвигает конвейер на одну или две люльки. При каждом продвижении одна люлька делает остановку против разгрузочного люка, другая, на противоположной ветви цепи, останавливается против загрузочного люка шкафа. Продолжительность расстойки регулируется изменением числа остановок конвейера.
Производительность шкафа 15 т/сут— без добавления секции и 30 т/сут — с добавлением двух секций. Продолжительность расстойки: минимальная—30 мин, максимальная — 60 мин.
Расстойные шкафы обслуживаются одним или несколькими кондиционерами, подготавливающими воздух оптимальных параметров. Кондиционер обычно состоит из трех секций: в первой секции смешивается и подогревается наружный и рециркуляционный воздух, забираемый из расстойного шкафа; во второй секции смесь воздуха увлажняется до полного насыщения орошением водой из форсунок; в третьей секции насыщенный воздух подогревается и оттуда с нужной температурой и относительной влажностью подается через распределительный короб в расстойные шкафы. Параметры воздуха и режим работы кондиционера регулируются автоматически.
Надрезочные, посадочные и разгрузочные механизмы. Эти механизмы предназначены для надрезки тестовых заготовок после расстойки, посадки их в печь и для выгрузки готовой продукции из печи. Сведения об этих механизмах приводятся в специальной литературе.
Прилипание теста к рабочим поверхностям тесторазделочных машин (адгезия) затрудняет обработку тестовых заготовок. Для устранения адгезии до недавнего времени куски теста обсыпали мукой, увеличивая тем самым ее потери на распыл, что вело к снижению выхода хлеба. По предложению М. К. Горошенко тестовые заготовки на всех стадиях обработки начали обдувать подогретым воздухом (28—306С). Обдувка полностью устранила прилипание теста к рабочим поверхностям машин.
Предложен и другой метод устранения адгезии — смазка или облицовка рабочих поверхностей машин полимерными материалами, например фторопластом-4. Сочетание обдувки воздухом и покрытия поверхностей полимерными материалами позволило полностью устранить прилипание теста.