Автомат фирмы
«Биндлер» (ФРГ). Автомат предназначен для производства шоколадных изделий с
однослойными или многослойными начинками. На нем изготавливают шоколадные плитки
размером 95x62x10 мм, внутрь которых закладываются заготовки (блоки),
приготовленные из вафель с промежуточным слоем из пралиновой массы или из
переслоенных различными начинками вафель. Блоки имеют форму правильного
прямоугольника.
Автомат выполнен в однолинейном варианте и состоит из участка
подогрева форм и обработки их на вибраторах, участка формования изделий,
охлаждения и извлечения готовых изделий из форм.
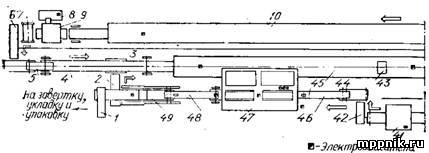
Автомат работает следующим образом (рис. 1). Формы, уложенные
в держатели цепного транспортера 17, нагреваются' теплым воздухом в течение 6,5
мин в верхней зоне камеры 16 и непрерывно подаются к дозирующе-формующей машине
2, где ячейки форм заполняются шоколадной массой. Затем формы поступают в нижнюю
зону камеры подогрева форм, в которой установлены вибраторы 1. Обработанные на
вибраторах в течение 2,3 мин формы выталкиваются из держателей основного
транспортера тактовым устройством 15, поворачиваются на 180° и поступают на
спаренный вибрационно-центробежный механизм 3. В результате обработки на нем
получают равномерную по толщине шоколадную оболочку толщиной 1,5—-2 мм.
Затем
")
Рис. 1. Автомат для производства изделий с начинками,
приготовленными в виде специальных заготовок (блоков)
формы возвращаются в первоначальное положение (ячейками
вверх) и перемещаются на станцию укладки начинок 4, где из многорядных
механических укладчиков в ячейки форм поштучно вкладываются блоки — заготовки из
вафель. Затем блоки плотно прижимаются к поверхности незастывших оболочек и
разравниваются вращающимся валиком.
После этого формы поступают в дозирующе-формующую машину 5,
которая заполняет ячейки шоколадной массой, образуя донышко. Затем изделия
передаются на трехсекционную станцию 6 с поперечным движением ножей, которая
трижды зачищает поверхность форм. На станции 7 зачищаются боковые поверхности
форм от потеков по их периметру. Очищенные формы передаются на основной
транспортер. При этом тактовым устройством 13 они вновь вкладываются в гнезда
формодержателей цепного транспортера.
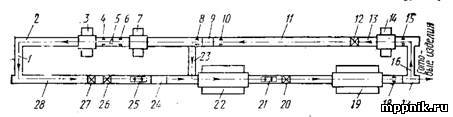
Основной цепной транспортер 14 загружает формы в многоярусную
холодильную камеру 12, где они охлаждаются в течение 45 мин и затем через узел 8
двукратного поворота форм передаются на выборочную машину 10. После извлечения
изделий из форм они транспортером 9 передаются на участок автоматизированной
завертки, укладки и упаковки. Пустые формы ветвью 11 основного транспортера
возвращаются на подогрев, и цикл формования повторяется.
Автомат работает на двухрядных формах размером 805X220 мм,
имеющих 22 ячейки.
Техническая характеристика
автомата фирмы «Биндлер» (ФРГ)
Производительность при скорости 20 форм/мин и массе изделий
50 г, кг/ч 1420
Мощность по холоду, кВт 122
Количество форм на цикл, шт.
2200
Габаритные размеры, мм
длина 57023
ширина 2500
высота 3000