На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Для отливки корпусов конфет в формы из крахмала применяют следующие машины:
конфетоотливочные машины с одним отливочным механизмом, на котором получают монолитные корпуса из массы одного сорта;
машины с двумя последовательно установленными отливочными механизмами, на которых получают двухслойные корпуса из различных конфетных масс.
Конфетоотливочная машина с одним отливочным механизмом. Машина состоит из следующих основных узлов и механизмов: конвейера для подачи лотков, каретки для переворачивания лотков, устройства для заполнения лотков крахмалом, штампа, отливочного механизма, системы сит для отделения и очистки крахмала и щеточного устройства для очистки корпусов конфет.
Схема машины с одним отливочным механизмом приведена на рис. 1. В начале процесса производства пустые деревянные лотки или лотки с затвердевшими корпусами конфет, отлитыми ранее, устанавливают вручную в штабель 1. При наличии установки ускоренной выстойки штабель не нужен. Конвейер для подачи лотков 2 досылает лоток своими гонками до каретки 3. После этого каретка поворачивается на угол 360° и останавливается. Во время поворота содержимое лотка (крахмал и корпуса конфет) высыпается на поверхность сита 21, совершающего возвратно-поступательное движение вдоль оси полуавтомата. Освободившийся лоток выдвигается из каретки следующим лотком на конвейер 4, совершающий периодическое движение. Для правильного и полного перехода лотка на конвейер имеется досылатель, рычаг которого 5 упирается с внутренней стороны лотка в его передний борт и несколько продвигает его вперед. Далее лоток входит в механизм для заполнения крахмалом, который состоит из двухцепного элеватора 7. Ковш 6 элеватора забирает крахмал снизу, поднимает его и на верхней горизонтальной ветви высыпает в лоток.

Рис. 1. Схема конфетоотливочной машины с одним отливочным
При дальнейшем движении лотка поверхность крахмала выравнивается приспособлением 10. После этого лоток проходит мимо неподвижных щеток, которые очищают его продольные борта. Поперечные борта лотка очищаются вращающейся щеткой. Затем лоток останавливается под штампом 11. При опускании штампа в крахмале отштамповываются ячейки по форме корпусов конфет. Штамп снабжен приспособлением для остукивания, во время которого поверхность ячеек слегка подпрессовывается и крахмал отделяется от пуансонов. Конвейер, совершая периодическое движение, перемещается каждый раз на расстояние, равное шагу между соседними лотками.
Лоток с отштампованными ячейками переходит на цепной конвейер 12, подающий его под дозирующее устройство 15 отливочного механизма, снабженного загрузочной воронкой 14. Конвейер 12 периодически перемещается на расстояние, равное шагу между рядами ячеек в лотке. После заливки всех рядов лотка конвейер получает ускоренное движение от механизма обгона и продвигается на расстояние, равное шагу между крайними рядами соседних лотков. Лотки снимают с конвейера 12 и устанавливают на стеллажи для выстойки, либо направляют в установку ускоренной выстойки.
На сите 21 корпуса конфет отделяются от крахмала. С поверхности сита корпуса конфет сходят на корытообразную щетку 19, закрепленную на общей с ситом 21 раме и совершающую вместе с ним возвратно-поступательное движение вдоль оси машины. Над этой щеткой совершает поперечное качательное движение щетка 18, очищающая поверхность корпусов от крахмала. С щетки 19 корпуса сходят на поперечный ленточный конвейер 13, с которого они ссыпаются во внутрицеховую тару, а затем поступают в глазировочную машину.
Для лучшей очистки корпусов установлен вентилятор 9, нагнетающий воздух в продольный короб 17 качающейся щетки 18. Крахмал, отделенный щетками от корпусов конфет, скребковым конвейером 16 отводится к ковшам наполнительного элеватора. Крахмал с крошками конфетной массы, пройдя через отверстие сита 21, движется по его поддону 22 и поступает на поверхность сита 20. Крошки сходят с сита в сборник, расположенный в хвостовой части машины, а чистый крахмал собирается на поддоне 23, а затем сходит с него под ковши наполнительного элеватора.
При заполнении лотков крахмалом, штамповании ячеек и очистке корпусов образуется много крахмальной пыли. Для отсоса пыли установлен вентилятор 8, который направляет запыленный воздух в рукавный матерчатый фильтр.
Привод машины осуществляется от электродвигателя 24 и коробки передач 25. Для изменения хода конвейера в зависимости от количества рядов ячеек в лотке отливочный механизм снабжен коробкой передач 26.
Щеточные очистительные устройства конфетоотливочных машин очищают поверхность корпусов конфет не полностью, оставляя значительные следы крахмала. Для корпусов, которые в дальнейшем будут покрыты шоколадной глазурью, это не имеет большого значения, а корпуса конфет, поступающие в продажу без глазирования, например молочные, необходимо дополнительно очищать от крахмала. Для этой цели применяют крахмалоочисти-тельные машины или устройства для очистки корпусов конфет обдувкой сжатым воздухом на отводном конвейере.
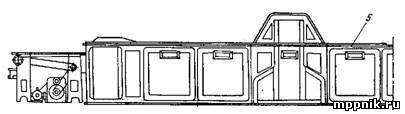
Конфетоотливочная машина с несколькими отливочными механизмами. Для производства многослойных отливных конфет, состоящих из нескольких слоев конфетных масс, применяются конфетоотливочные машины с двумя и тремя отливочными механизмами. В этих машинах лоток проходит последовательно под всеми отливочными механизмами, каждый из которых дозирует один слой массы.

Рис. 2. Схема конфетоотливочной машины с двумя отливочными механизмами
На рис. 2 показана схема конфетоотливочной машины с двумя отливочными механизмами и вынесенным устройством для очистки корпусов конфет. Лотки 7 с затвердевшими корпусами конфет, расположенными в крахмале в виде штабеля (или по одному), цепным конвейером подаются в опрокидыватель 5, который поворачивает их на 360°. В результате содержимое высыпается из лотка и поступает под ковши 10 цепного элеватора, которые заполнены формующей смесью. Проходя над пустым лотком, ковши опрокидываются и крахмал высыпается в лоток.
При дальнейшем движении лотка поверхность крахмала выравнивается устройством 4, а боковые стенки очищаются щеточными механизмами от крахмала. Затем лоток поступает под плиту 3, которая снабжена формочками, имеющими размеры корпусов конфет. Эти формочки внедряются в крахмал и на выходе из него оставляют ячейку (позиция I). После штампования ячеек лоток поочередно проходит под отливочными головками 2 и 1, отливочные механизмы которых (каждый наполовину) заполняют ячейки в крахмале (позиции II и III). Далее лотки снимают с конвейера и подают на выстойку.
Высыпавшиеся из лотка корпуса конфет и крахмал разделяются на сите 8. По ходу сита 8 корпуса очищаются от прилипших частиц крахмала щетками сита и короба 12, расположенного над ситом. Для лучшей очистки в короб 12 вентилятором б нагнетается воздух. Очищенные корпуса конфет движутся по ситу 8 и собираются в тару 14, откуда передаются на глазирование и упаковывание.
Крахмал и обломки корпусов конфет проходят сито 8 и падают на сито 9. Размер ячеек таков, что проходом сквозь сито вдет крахмал, который подгребается скребковым конвейером 11 и ковшами 10 наполнителя. Сходом по ситу 9 в сборник 13 поступают обломки корпусов конфет и комочки слипшихся частиц крахмала.
Формование многослойных конфет на отливочных машинах с несколькими отливочными механизмами имеет большие преимущества перед получением их на размазных конвейерах, так как отпадает операция резки конфетных пластов.
В конфетоотливочных машинах применяются поршневые или плунжерные дозирующие устройства с горизонтальным или вертикальным расположением поршней.

Рис. 3. Дозирующие устройства отливочных механизмов с расположением поршней:
а — горизонтальным; 6— вертикальным
На рис. 3, а показана схема дозирующего устройства с горизонтальным поршнем, установленным на машине с одним отливочным механизмом. Поршни 8, закрепленные в общей траверсе 10, совершающей возвратно-поступательное движение в горизонтальных направляющих 9, движутся в цилиндрических полостях плиты 3, которая привертывается болтами к плите 4 загрузочной воронки 5. Воронка снабжена обогревающей рубашкой 6.
В плите 3 размещена золотниковая планка 2 прямоугольного сечения, совершающая возвратно-поступательное движение в направлении, перпендикулярном к плоскости чертежа. В планке имеется двадцать четыре угловых отверстия, соединяющих полости всех цилиндров с каналами выходных насадок 1, как это показано на рис. 3. Отверстия расположены в золотниковой планке с шагом, равным шагу установки поршней в траверсе и шагу между осями цилиндров. Между этими отверстиями в планке имеется двадцать четыре угловых отверстия, соединяющих полости цилиндров с каналами воронки (на рис. 3 эти отверстия показаны пунктиром). При передвижении планка золотника займет положение 2а, полость цилиндра соединится с воронкой и разъединится с каналом насадки 7.
Когда золотниковая планка занимает положение 2а, поршень движется вправо и засасывает массу из воронки в цилиндр. При крайнем правом положении поршня планка передвигается и соединяет цилиндр с выходной насадкой 1. При движении поршня влево масса через насадку выдавливается в ячейку крахмальной формы. Объем дозы конфетной массы можно регулировать, изменяя ход поршней с помощью кулисного механизма.
Поршни имеют уплотнительные кольца 12. Для предотвращения засахаривания массы на поверхности поршня в отверстия 7 падают капли воды. На нижнюю поверхность поршня вода поступает через отверстие 11, когда при движении поршня оно совместится с отверстием 7.
На рис. 3, б показана схема дозирующего механизма с вертикально движущимися поршнями. Хвостовик поршня 8 вставлен в паз траверсы 4, которая движется в направляющих 3, закрепленных на пластине 2 корпуса загрузочной воронки 1. Поршни движутся в цилиндрах, выполненных в общей колодке 7. Поршень уплотняется сальниковой набивкой б и гайкой 5. Колодка цилиндров вставлена в паз корпуса воронки.
В нижней части цилиндра находится золотниковая планка 11, совершающая возвратно-поступательное движение в направлении, перпендикулярном к плоскости чертежа. В планке имеются каналы 12, соединяющие полость цилиндра с воронкой; расстояние между каналами равно шагу между поршнями и шагу осей цилиндров. Между каналами в планке просверлены отверстия Р. Когда золотниковая планка займет положение Па, отверстия 9 соединят полости цилиндра с выходными насадками 10. Канал 12 планки уйдет из-под цилиндра и разделит цилиндр и воронку. При движении поршней вверх происходит всасывание массы из воронки в цилиндр, при движении поршней вниз — выдавливание массы через насадки 10.
Установки ускоренной выстойки отливных корпусов конфет. До создания полностью механизированных поточных линий производства отливных конфет некоторые операции были связаны с большой затратой ручного труда: загрузка и разгрузка конфетоотливочных машин лотками, перевозка стеллажей с лотками по цеху к месту выстойки в специальных камерах или отведенных непосредственно в цехе местах. Механизация этих операций затруднялась из-за больших затрат времени на выстойку корпусов конфет.
Исследования показали, что при проведении выстойки в воздухе температурой около 10 0С продолжительность выстойки помадных корпусов конфет может быть уменьшена с нескольких часов до 30...38 мин, фруктово-желейных — до 40...60 мин. Столь значительное сокращение выстойки корпусов конфет позволило создать специальные установки с непрерывным механизированным перемещением лотков с корпусами конфет.

Рис. 4. Установка К-52Д ускоренной выстойки корпусов конфет шахтного типа
Установка К-52 Д ускоренной выстойки корпусов конфет шахтного типа. Установка (рис. 4) монтируется в единый агрегат с конфетоотливочной машиной 32 и состоит из двух вертикальных закрытых шахт 8 и 18, соединенных в верхней части закрытым конвейером 16 с дверцами 17.
Шахта 18 установлена у выходной части конфетоотливочной машины 23 и соединена с ней подающим конвейером 22. Шахта 8 установлена у входной части конфетоотливочной машины и также соединена с ней конвейером 11. Внутри шахт движутся вертикальные цепные конвейеры с горизонтальными направляющими полками 19. Восходящая и нисходящая ветви конвейеров имеют по сорок две полки. В камере 16, расположенной над конфетоотливочной машиной, движется горизонтальный конвейер 14, соединяющий верхние части вертикальных конвейеров шахт 8 и 18.
Лотки с ячейками, заполненными конфетной массой, выходят из конфетоотливочной машины и конвейером 22 с ведущим валом 28 вводятся в нижнюю часть шахты 18 до упора 26. Каждые пять лотков, вошедшие в шахту, подхватываются полками 19 и периодически поднимаются вверх на высоту, равную расстоянию между полками. Перед подъемом конвейера поднимается штырь отсекателя 20лотков и задерживает первый лоток следующей партии, состоящей также из пяти лотков. Таким образом, при подъеме вертикального конвейера отсекатель прекращает подачу лотков в шахту. По окончании подъема штырь опускается и открывает доступ лоткам в шахту. Движение штыря осуществляется от кривошипа через систему рычагов и тяг 30.
Периодическое движение вертикальных конвейеров осуществляется механизмами мальтийских крестов, смонтированных в редукторах 4 и 24.
Когда перемещаемые в вертикальном направлении группы по пять лотков приходят в верхнее положение, гонок 13верхнего цепного конвейера 14 сдвигает лотки с полок вертикального конвейера шахты IS на направляющие 75 и передвигает по ним лотки 12 к шахте 8.
Вертикальный конвейер шахты 8 принимает с направляющих 15 на свои полки по пять лотков, опускает их периодически вниз и оставляет на разгрузочном конвейере 9, имеющем упоры.
Конвейер 9 выносит по пять лотков с выстоявшимися корпусами конфет из шахты 8 и передает их на промежуточный конвейер 77, который подает эти лотки в загрузочную часть конфетоотливочной машины 23.
Если конфетоотливочная машина работает без установки ускоренной выстойки, конвейеры 77 и 22 выполняются поворотными: конвейер 11 может быть повернут вокруг вала 10 и поднят к шахте 8, а конвейер 22 может быть повернут вокруг оси 21 и поднят к шахте 18.
Привод установки ускоренной выстойки и конфетоотливочной машины осуществляется от одного электродвигателя. Через трансмиссионный карданный вал 31, проходящий через конфетоотливочную машину по оси 33, и конические передачи 7 и 29 движение передается вертикальным валам 2 и 27, а от них горизонтальными валами 3 и 25 редукторов 4 и 24 с мальтийскими крестами приводятся в движение конвейеры установки.
Мальтийский крест вращается в закрытом кожухе редуктора 4, водило мальтийского креста посажено на вал червячного колеса, получающего вращение от червяков горизонтального вала 3.
С вала 3 цепной передачей движение передается промежуточному валу 5, а от него второй цепной передачей — ведущему валу 6 транспортера 14. При помощи конических передач и вертикального вала 7 вращение передается ведущему валу 10, движущему цепной конвейер 9.
На рис. 5 представлены вид Б шахты для опускания лотков и поперечный разрез А—А шахты 18 для подъема лотков (позиции на рис. 5 соответствуют позициям на рис. 4).

Рис. 5. Шахты для опускания (вид сзади) и для подъема (разрез) лотков
Шахты имеют деревянную обшивку со слоем тепловой изоляции. Передняя и задняя стенки шахт снабжены дверцами 34, которые открываются при ремонте и очистке шахт. Боковые стенки обеих шахт снабжены воздушными каналами 55 и 39, причем каналы 55 служат для подачи охлажденного воздуха, а каналы 39 — для отвода отработанного воздуха из шахты. Каждый из этих каналов разделен удобообтекаемыми перегородками на три самостоятельных канала с поворотными заслонками 41 для послойного регулирования потоков воздуха между рядами лотков. Воздух выходит из каналов 35, проходит в пространстве между лотками и удаляется через каналы 39.
В теплые месяцы года воздух в камеру ускоренной выстойки подается через воздухоохладитель, представляющий собой рассольную батарею, состоящую из секции ребристых труб с общей площадью поверхности охлаждения около 400 м2; в зимнее время холодный воздух в камеру выстойки подается непосредственно с улицы после подогрева до 8... 10 °С с помощью калорифера или путем смешивания наружного воздуха с цеховым.
На разрезе шахты показаны вертикальные конвейеры 42 (из цепей с шагом 76 мм) с полками 19, несущими на себе лотки 12. Привод цепей осуществляется валами 37, на внешних концах которых закреплены шестерни 36, сцепленные с шестернями, посаженными на валы мальтийских крестов.
В верхней части шахты 8, на ее задней стенке, смонтирован вал 5, передающий звездочкой Сдвижение ведущему валу 6 (см. рис. 4 и 5) верхнего передающего конвейера 13. В верхней части шахты 18 смонтирован ведомый натяжной вал 40 конвейера 14, а в нижней части — ведомый вал 28 подающего конвейера 22. От карданного вала 31 при помощи цепной передачи движение передается червячному редуктору 43. На валу червячного колеса редуктора вращается кривошип 44, приводящий в движение отсекатель 20 лотков.
Установка ускоренной выстойки и конфетоотливочная машина приводятся в движение одним электродвигателем, установленным в корпусе 33 (см. рис. 4). От электродвигателя через клиноременную передачу движение передается на ведущий вал коробки передач 32. Фрикционная муфта позволяет включать и выключать установку при работающем электродвигателе.
Коробка передач имеет четыре ступени и обеспечивает работу машины со скоростью от 6 до 8 лотков в минуту с соответствующим временем выстойки от 34 до 45 мин.
С ведомого вала коробки передач движение передается одной цепной передачей на карданный трансмиссионный вал 31 и другой — на главный вал конфетоотливочной машины.
Для выстойки молочных конфет типа «Старт» создана аналогичная установка с двухступенчатым тепловым режимом. В первой шахте циркулирует воздух температурой около 22 0С, а во второй — воздух температурой 8... 10 0С.
Расход воздуха составляет около 25 000 м3/ч, а холода — около 75 кВт.
В последнее время благодаря созданию антиадгезионных материалов стало возможным формовать помадные массы методом отливки без применения крахмала.
На рис. 6 представлена поточная линия производства конфет отливкой в силиконовые формы, которые можно изгибать и тем самым легко извлекать конфеты из ячеек.

Рис. 6. Поточная линия производства помадных корпусов конфет отливкой в силиконовые формы
Технологический процесс формования конфет происходит следующим образом. В пустые силиконовые формы 5, повернутые механизмом 7 ячейками вверх, из отливочной головки 8 дозируется горячая жидкая помадная конфетная масса. Затем формы люлечным конвейером 10 транспортируются в охлаждающий шкаф 9. Поворотные устройства 11 обеспечивают постоянное положение форм в процессе охлаждения.
Понижение температуры приводит к выпадению кристаллов сахара из насыщенного раствора (жидкой фазы). Они образуют прочный каркас и приводят к затвердеванию конфет. Поворотное устройство 2 конвейера 10 ориентирует формы так, что они ячейками прижимаются к шестиграннику 1 ротора 5 и оказываются над конвейером 4 в перевернутом состоянии. Поэтому когда формы прогибаются в механизме 6, затвердевшие конфеты извлекаются из ячеек, падают на ленту конвейера 4 и выводятся для дальнейшей обработки. В поворотном устройстве 7 формы снова принимают первоначальное положение, т. е. располагаются ячейками вверх. Производительность линии в зависимости от конструкции составляет 500...3500 кг/ч.