Приступая к проектированию пневмотранспорта размольных отделений мельниц, прежде всего необходимо очень тщательно рассмотреть и проанализировать схему технологического процесса и схему коммуникаций с целью максимально возможного сокращения числа промежуточных подъемов продукта.


Рис. 1. Расположение стояков группами:
а — вдоль стен; б — вдоль оси здания.
Одновременно с этим, если на пневмотранспорт переводится уже действующая мельница, необходимо 2—3 раза в разное время снять количественный баланс помола и постараться устранить мало нагруженные подъемы, объединив их с другими.
От тщательности проведения этих мероприятий будут зависеть качество компоновки, надежность работы и энергоемкость пневмоустановок.
В установках размольных отделений мельниц основная масса материалопроводов (стояков) транспортирует промежуточные продукты помола из-под вальцовых станков, расположенных внизу рядами вдоль оси здания, в рассева, расположенные такими же рядами, но на верхних этажах. Это и предопределяет вид пневмосетей: все их элементы вытянуты в линии вдоль оси здания.
Независимо от типа приемников, наилучшим вариантом является расположение стояков в две линии непосредственно у стен— сосредоточенными в межоконных проемах группами (рис. 1, f). Расположения стояков даже такими группами, но в средней части здания (рис. 1,б) следует всячески избегать, так как в подобном случае они отнимают значительную долю полезных производственных площадей на всех этажах. С этой же точки зрения, чем меньше рядов стояков, тем лучше.
Если при расположении стояков у стен от средних рядов вальцовых станков создается недостаточный угол спада самотеков, можно изогнуть в пределах подвальцового этажа пристенные стояки внутрь на угол до 45°, сохранив для них приемники вертикального типа, которые и в этом случае будут хорошо работать, Можно применить горизонтальные приемники, кстати, довольно широко распространенные за границей. Можно, наконец, установить третий ряд стояков. Менее желательны, разумеется, последние два варианта.
Материалопроводы можно изгибать под любым углом, но обязательно при радиусе около 5—6 диаметров трубы. Отводы с меньшими радиусами вызывают завалы, а с большими —громоздки и имеют повышенное общее сопротивление. Поворотов под 90° с горизонтали на вертикаль следует избегать, а прочие нужно заканчивать в пределах одного этажа, с тем чтобы стояки проходили через перекрытия по нормали к ним. Вообще же следует иметь в виду, что всякий лишний поворот — это дополнительная затрата энергии и средств.
Приемники всех материалопроводов лучше всего размещать на одном этаже, что облегчает наблюдение за ними. Подавать продукт в несколько мест по длине материалопровода можно лишь в самом крайнем случае — при обязательном условии надежной герметизации всех точек его загрузки, кроме концевой. Однако любое другое решение, вплоть до установки лишнего стояка, окажется более приемлемым.
Исключая приемники и материалопроводы, все оборудование пневмотранспортных сетей целесообразнее располагать на этаже над рассевами, если он имеет достаточно надежное перекрытие и нужную высоту.
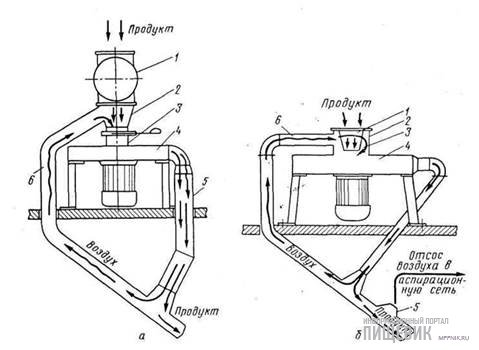
Отделители располагают продольными рядами над приемными устройствами рассевов группами по 2—3, реже — 4. Если позволяет высота помещения, сооружают специальный помост (рис. 2 а), на котором устанавливают шлюзовые затворы отделителей. Помост облегчает обслуживание шлюзовых затворов, отбор проб из самотечных труб после них и одновременно поднимает отводы материалопроводов на предусматриваемую техникой безопасности минимальную высоту 2,2 м для обеспечения проходов. При этом отделители лучше располагать так, чтобы оси их входных отверстий были на одной высоте (рис. 3), тогда установка приобретает и более красивый внешний вид. Высоту положения отделителей можно изменять за счет длины переходных патрубков от конуса отделителя к шлюзовому затвору. При установке шлюзовых затворов Ш-15, у которых приемный патрубок имеет диаметр 220 мм, переходов между ним и отделителем с выпускным отверстием 150 мм проектировать не следует. Их соединяют посредством специального уширенного фланца.
Если этажа над рассевами нет и-его почему-либо нельзя достроить, то отделители со шлюзовыми затворами можно разместить на площадке для обслуживания головок норий. Такой вариант расположения отделителей лучше, 'чем размещение их непосредственно на приемных досках рассевов (рис. 2, б), образующих почти непрерывный своеобразный помост, так как на нем вынужденно устанавливают и те отделители, которые не обслуживают рассева. Помимо неудобств, связанных с таким расположением отделителей, самотечные трубы от них приходится проводить вблизи рассевов, что очень нежелательно.


Рис. 2. Расположение отделителей:
а — на помосте; б — на приемных досках рассевов.
Рис. 3. Оси входных отверстий отделителей должны быть на одном уровне (2,2 м от пола).
Особенно неудачей вариант, когда при низком расеевном этаже над ним находится тоже низкое чердачное помещение. Тогда следует обязательно достроить этаж или хотя бы предусмотреть фонари вдоль всей крыши.
Групповое расположение отделителей облегчает привод шлюзовых затворов, причем минимальное расстояние между осями отделителей в каждой группе диктуется длиной шлюзового затвора; помимо этого, нужно учитывать, что диаметры некоторых отделителей могут оказаться и больше указанного размера. Большие отделители можно устанавливать вплотную. Минимальное расстояние между группами в ряду отделителей определяется габаритами редукторов.
При объединении отделителей со стояками в пневмосети руководствуются уже изложенными в этой главе принципами. Следует только добавить, что очень удачным будет вариант, при котором общие расходы воздуха в сетях окажутся примерно одинаковыми. Тогда для всех сетей можно подобрать одинаковые пылеотделителн п вентиляторы, а также диаметры общих воздуховодов, что обеспечит взаимозаменяемость основного оборудования.
По технологическому принципу компоновки в сети объединяют материалопроводьт, транспортирующие примерно одинаковый по качеству продукт. Однако основным здесь является принцип компактности установок, так как пыль из пневмосетей размольного отделения почти одинакова по качеству.
Сборные воздуховоды пневмоустановок проектируют обычно в виде соединения проходами ряда конических тройников с углами раскрытия от 30 до 60° (рис. 4, а). В состав сборных воздуховодов также входят: отводы с углами поворотов 60—30° и радиусами 1,5—2 диаметра трубы, задвижки аспирационного типа или регулировочные клапаны и переходы с большего па меньший диаметр.

Рис. 4. Сборные воздуховоды:
а — обычные; б — упрошенной формы
Эти воздуховоды имеют значительную высоту, множество сварных швов и фланцевых соединений, требующих тщательной герметизации. Поэтому следует рекомендовать более простую форму сборного воздуховода, сваренного из тройников с углами раскрытия 90° (рис. 4,б) и присоединяемого к выхлопным отверстиям отделителей без переходов — посредством специальных уширенных фланцев.
Рис. 5. Схемы общих отсосов от сборных воздуховодов: а — неудачная; б — удачная.
Такой воздуховод можно сделать и в виде сплошной конической трубы, а в ответвлениях заранее смонтировать регулировочные клапаны. Сопротивление этих воздуховодов будет, конечно, несколько больше, чем у обычных, но они гораздо проще и дешевле в изготовлении и почти в 2 раза меньше по высоте, а возможность присосов в них сведена к минимуму.
Улитки на отделителях можно рекомендовать только при условии, если высота помещения недостаточна. Сборный воздуховод в этих случаях обычно тоже сваривают из тройников с квадратнокруглыми переходами между ними и улитками. Однако лучше все же делать воздуховод в виде цельной конической или даже цилиндрической трубы, приваривая к ней квадратные патрубки от улиток, в которых можно удачно разместить регулировочные приспособления.
Выигрыш от применения сборных воздуховодов упрощенных форм очевиден, сопротивление же при этом увеличивается незначительно, так как скорости воздуха в них должны быть при правильном расчете не выше 10—15 м/сек.
Очень важен вопрос о месте отвода общей трубы от сборного воздуховода, идущей далее к контрольной группе циклонов или к вентилятору. Ни в коем случае нельзя допускать, чтобы общая труба присоединялась к длинному сборному воздуховоду в каком либо его конце (рис. 5, а). При таком присоединении крайние стояки окажутся в очень тяжелых условиях эксплуатации, особенно если они будут значительно нагружены.
Самым удачным будет присоединение общей трубы к так называемой воздушной середине, т. е. в таком месте сборного воздуховода, в обе стороны от которого расход воздуха примерно одинаков (рис. 5, б). Это обеспечит наиболее ровную работу всей сети.
Остальное пневмооборудование — пылеотделители и вентиляторы — лучше всего располагать также на этаже над рассевами с учетом основного принципа компактности пневмосетей. Если же это невозможно, то приходится применяться к существующим условиям и размещать оборудование там, где есть свободное место. Желательно только пылеотделители устанавливать па верхних этажах и группами, чтобы обеспечить падежный самотек пыли в нужное место. Воздуходувные машины лучше устанавливать на первом этаже.
Необходимо сказать несколько слов о подаче зерна в вальцовые станки I драной системы, если оно не поступает самотеком из зерноочистительного отделения. На мельницах производительностью свыше 150 т/сутки зерно приходится поднимать по двум и более стоякам, расход воздуха в которых и сопротивление значительно выше остальных стояков размольного отделения. Поэтому материалопроводы для подъема зерна лучше всего включать в сети зерноочистки, что согласуется с технологическим принципом компоновки
")