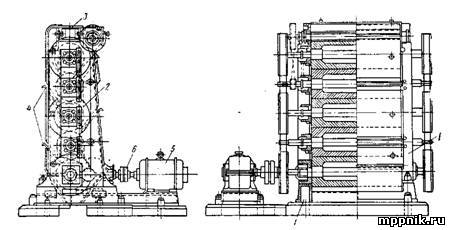
Станок состоит из следующих основных узлов: станины 3, двух пар мелющих вальцов 7 и 8, питающего 12 и привально-отвального механизмов 16, 17, 18, 19 гидроавтомата (на рисунке не показан), устройства для очистки мелющих вальцов 6, пневмоприемника 2 и приводного механизма.
Питающий механизм
Питающий механизм состоит из приемной трубы 15, двух валков 11 и секторной заслонки 13 для регулирования величины питающей щели.
Приводной механизм
Приводной механизм состоит из электродвигателя 1 клиноременной передачи 4 к быстровращающемуся мелющему вальцу 8, шестеренной передачи 20 к медленно- вращающемуся вальцу 7 и ременной передачи к гидроавтомату и через него к питающим валкам 11.
Станина вальцового станка состоит из двух боковин, которые являются несущей частью. Они соединены продольными стенками и чугунной крышкой с раструбом в центре, в котором укреплена приемная труба 15 из прозрачного органического стекла.
В крышке и продольных стенках станины имеются дверки 5 и 10 для наблюдения за работой питающего механизма и осмотра измельченного продукта. Все движущиеся детали привода станка закрыты двумя съемными металлическими футлярами 9, которые обеспечивают безопасность обслуживания станка и улучшают его внешний вид.
Пневмоприемник
Пневмоприемник встроен в нижнюю часть каждой половины станка. Он соединен с трубой 14 для вывода измельченного продукта в пневмотранспортную сеть.
Пневмоприемник (рис. 2) состоит из выдвижной сварной коробки 2 и фасонного патрубка 5, в коробке закреплена регулирующая заслонка 7 и щиток-гребенка 6, улучшающая условия смешивания продуктов с воздухом, поступающим через окно 1 в передней стенке коробки. Из пневмоприемника аэросмесь поступает в материалопровод через отверстие 4 в боковине станка. В бункере устроен подводной канал 3, по которому в случае закупорки пневмоприемника продуктом засасывается воздух под щиток-гребенку и вместе с воздухом, поступающим через окно 1, рассасывает лежащий на гребенке продукт, устраняя образовавшийся «подпор».
 Вальцовый станок 3С
Вальцовый станок 3С
Рис. 1. Вальцовый станок 3С.

Рис. 2. Пневмоприемник вальцового станка
Датчик подпора продукта.
Если завал пневмоприемника не устраняется воздушным потоком, продукт накапливается в бункере и подпирает вальцы. Чтобы не допустить подпора, устанавливают датчики для автоматического выключения электродвигателя станка и подачи светового сигнала (рис. 3).
Привально-отвальный механизм
Привально-отвальный механизм состоит из эксцентрикового валика 18, подвешенных к нему левого и правого механизмов 19 настройки параллельности мелющих вальцов и механизма 17 для отвала и привала вальцов и регулирования величины рабочего зазора между ними (см. рис. 1).

Рис. 3. Датчик подпора продукта:
1 — щиток; 2 — шарнир; 3 — шток; 4, 6 - пружины; 5 — кронштейн; 7—наконечник; 8 — микровыключатель.
 Кинематическая схема вальцового станка ЗС
Кинематическая схема вальцового станка ЗС
Рис. 4. Кинематическая схема вальцового станка ЗС
Взаимодействие привально-отвального механизма с медленновращающимся вальцом и гидроавтоматом показано па рисунке 4. Вал быстровращающегося вальца 7 установлен в роликовых подшипниках 1, корпуса которых неподвижно закреплены на станине станка. Корпуса 2 подшипников медленновращающегося вальца 6 имеют рычаг 4 посредством пальцев 3 и 8 они опираются на втулки в боковинах станины. Концы рычагов 4 сочленены с механизмами 5 настройки параллельности мелющих вальцов. Механизмы 5 подвешены к цапфам 9 эксцентрикового валика 11. Подшипники 10, в которых расположен валик, закреплены в боковинах станины. На валике 11 укреплен рычаг 21; в его вилкообразном конце шарнирно закреплена гайка 20, которая навинчена на резьбовую нарезку штока 19. Последний шарнирно соединен с поршнем гидроавтомата, а на противоположном его конце укреплен маховичок 22. Поворотом этого маховичка регулируют расстояние между мелющими вальцами, так как при этом гайка 20 перемещается по резьбовой нарезке штока 19 и рычагом 21 поворачивает валик 11, в связи с чем цапфы 9 и подвешенные к ним механизмы 5 настройки параллельности вальцов поднимаются или опускаются и поворачивают медленновращающийся валец относительно оси пальцев 3 и 8. Полный оборот маховичка 22 соответствует изменению расстояния между мелющими вальцами на 0,09 мм.
Привал и отвал
Привал и отвал медленновращающегося вальца при включении станка на рабочий ход и выключении на холостой ход производятся таким же образом под воздействием гидроавтомата, движение поршня которого вызывает осевое перемещение штока 19.
Гидравлический автомат включения и выключения вальцового станка.
Гидроавтомат служит для автоматического включения вальцового станка при поступлении продукта и выключения станка в случае прекращения подачи продукта. Основными конструктивными элементами гидроавтомата являются:
векторный датчик, воспринимающий давление веса продукта в приемной трубе вальцового станка;
система рычагов и устройств, связывающих датчик с исполнительным механизмом автомата;
исполнительный механизм. Исполнительные органы автомата, связывают его с привально-отвальным механизмом станка, механизмом для привода питающих валков и с механизмом для открывания и закрывания секторной заслонки питающего механизма.
Секторный датчик выполнен из двух створок 13 (см. рис. 4), укрепленных на оси в приемной трубе станка. При отсутствии продукта створки под воздействием пружины в механизме 16 и системы рычагов 14, 15 занимают почти горизонтальное положение и перекрывают сечение приемной трубы.
При холостой работе станка шестеренчатый масляный насос 28 (рис. 5), приводимый в движение ременной и зубчатой передачами от быстровращающегося вальца, подает масло по каналам 27 и 21 в камеру 22, затем оно возвращается к насосу по каналу 24 через открытый центральный канал 23, не создавая при этом никакого гидравлического давления. Под влиянием веса поступающего продукта, накапливающегося в приемной трубе, створки датчика опускаются и посредством системы рычагов 14, 17 преодолевают давление пружин 15 и 19 и перемещают вниз золотник 18 дросселя 20. Центральный канал 23 при этом закрывается. Движение масла по замкнутому циклу прекращается, и возникает гидравлическое давление, в результате которого масло проходит:
по каналу 21, в камеру 22, при этом дроссель 20 перемещается вниз,-сжимая пружины 25 и 26, и посредством системы рычагов 16 открывает секторную заслонку 12 (см. рис. 4) питающего механизма;
по каналу 7 (см. рис. 5) в цилиндр с левой стороны от поршня 8, перемещая его вправо, при этом пружины 9, 10 сжимаются, а сочлененный шарниром 11 с поршнем шток 12 привально-отвального механизма включает станок на рабочий ход;
по каналу 6 и перемещает поршни 4 и 5 вправо.
Поршень 5, перемещаясь, сжимает пружину 1. Поршень 4 вводит закрепленную на его конце полумуфту 2 в зацепление с вращающейся полумуфтой на ступице вала приводного механизма насоса, при этом через шестеренную передачу 3 передается вращение валкам питающего механизма (см. рис. 4, позиции 17 и 18).
 Кинематическая схема гидравлического автомата
Кинематическая схема гидравлического автомата
Рис. 5. Кинематическая схема гидравлического автомата.
Вращение питающих валков и, следовательно, подача продукта в рабочую зону начинается до того, как произойдет полный привал вальцов, что очень важно, так как при работе вальцов в состоянии привала без продукта рифли интенсивно стираются. При прекращении поступления продукта в приемную трубу вальцового станка створки датчика под воздействием пружины 15 и системы рычагов 14 и 17 занимают исходное положение, перекрывая сечение приемной трубы. Пружиной 19 золотник 18 перемещается вверх, открывая центральный канал 23. Масло при этом начнет циркулировать по замкнутому контуру, гидравлическое давление снижается.
В связи с этим пружины 9 я 10 перемещают поршень 8 в исходное положение, при этом произойдет отвал вальца; пружина 1 переместит поршни 4 и 5 влево и выключит привод питающих валков;
пружины 25, 26 переместят вверх плунжер 20, при этом через систему рычагов 16 секторная заслонка закроется. Таким образом вальцовый станок переводится в состояние холостого хода. Выключение вальцов на холостой ход сопровождается загоранием сигнальной красной лампочки 13.
Основным недостатком гидроавтомата является его работа под постоянной нагрузкой не только в момент включения и выключения вальцового станка, но и во время его рабочего хода.
Механизмы настройки параллельности мелющих вальцов
Механизмы настройки параллельности мелющих вальцов подвешены к цапфам 13 эксцентрикового валика привально-отвального механизма и сочленены один с правым и другой с левым корпусом подшипников медленновращающегося вальца. Этот механизм (рис. 6) состоит из двух конструктивных узлов: верхнего — регулирующего и нижнего амортизирующего. Верхний узел состоит из корпуса И, в который ввинчен болт 12 с проушиной 14. Проушина надета на эксцентриковую цапфу 13. В нижнюю часть корпуса 11 вмонтирована червячная передача 15, 16 (см. разрез А—А). В зубчатое колесо 16 ввинчен стержень 9, на который свободно надеты фланцы 3 и 8, па нем жестко укреплен стопорным болтом фланец 6. Стяжными болтами 4 зажаты между фланцами 3 и 6 амортизационная пружина 5 и между фланцами 6 и 8 — шарообразная головка 7 рычага корпуса подшипника медленновращающегося вальца. Под фланцем 3 находится упорная гайка 1, навинченная и зашплинтованная на резьбовой нарезке стержня 9.
 Механизм настройки параллельности вальцов станка ЗС
Механизм настройки параллельности вальцов станка ЗС
Рис. 6. Механизм настройки параллельности вальцов станка ЗС.
Амортизационное устройство механизма предотвращает разрушение поверхностей вальцов при случайном попадании между ними твердого тела, размер которого превышает расстояние между вальцами.
Нижний узел (амортизационное устройство) действует следующим образом: под давлением твердого тела,
попавшего между вальцами, корпуса подшипников медленновращающегося вальца поворачиваются относительно осей пальцев 3, 8 и рычагами 4 (см. рис. 4) заставляют фланцы 3 и 8 скользить вверх вдоль стержня 9, сжимая пружину 5. Как только твердое тело пройдет зону измельчения, медленно-вращающийся валец под воздействием пружины возвращается в исходное положение. Начальное сжатие (700 кг) пружины регулируется болтами 4 и должно быть таким, чтобы она не амортизировала под воздействием давления, создаваемого между вальцами для измельчения продукта.
Настройка параллельности вальцов производится поворотом штурвалика 10, на валу которого закреплено зубчатое колесо 15. При этом стержень 9 ввинчивается или вывинчивается из зубчатого колеса 16. Осевое перемещение нижнего узла механизма вызывает поворот корпуса подшипника, медленновращающегося вальца относительно его опоры.
Механизмами настройки параллельности вальцов можно пользоваться и для изменения зазора между ними. Для этого поочередно поворачивают маховички 10 правого и левого механизмов.