На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Технология производства комбикормов представляет собой совокупность операций, последовательное выполнение которых позволяет получить из кормового сырья, значительно отличающегося друг от друга по комплексу физико-механических свойств, питательности, химическому составу в соответствии с рецептурой корм с заданными параметрами. При этом конечный продукт в виде комбикорма учитывает вид, пол, возраст, состояние и цель кормления сельскохозяйственных животных.
Комбикорма приготавливают при строгом соблюдении режима работы оборудования в соответствии с зоотехническими требованиями нормативных документов, утвержденных для государственных предприятий Минсельхозпродом или по его поручению специальными лабораториями и учреждениями.
Структура комбикормового производства предусматривает основные и вспомогательные процессы. К основным процессам относят процессы, непосредственно связанные с превращением исходного сырья в комбикорм. Вспомогательные процессы непосредственно с выработкой комбикормов не связаны. К ним относят: транспортирование, прием, размещение и хранение сырья; хранение и отпуск готовой продукции; переработку отходов основного производства и т. п.
Приготовление комбикормов включает следующие операции: прием, взвешивание и хранение сырья; очистку сырья от посторонних примесей; шелушение овса и ячменя; влаготермическая обработка зерна, дробление зерна и других компонентов; сушку и измельчение минерального сырья; подготовку смеси микродобавок с наполнителем; ввод в комбикорма жидких добавок; дозирование компонентов согласно рецептам; смешивание компонентов; гранулирование или брикетирование смесей; учет и выдача комбикормов.
Существует несколько принципов построения технологического процесса на комбикормовом заводе.
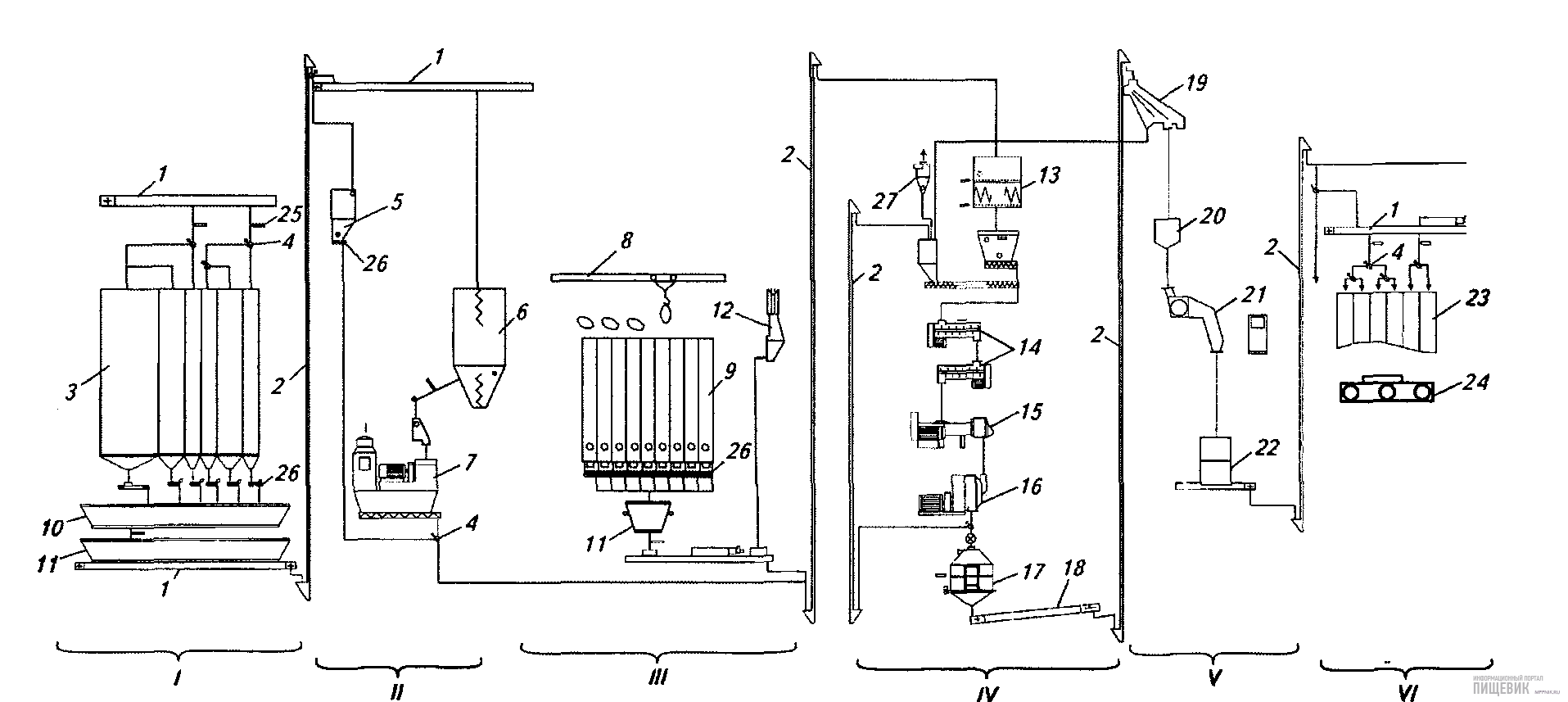
Последовательно-параллельная подготовка всех компонентов и одноразовое дозирование. Компоненты к дозированию готовят раздельно, в одних линиях последовательно, а в других — параллельно. Размещают их в наддозаторных бункерах (рисунок 1). Этот способ иногда называют классическим, распространен он во многих странах. Отличается большим числом наддозаторных бункеров, способных вместить запас компонентов на 8 ... 36 ч работы узла основного дозирования. Подготовительных линий в этом случае от 10 до 12 и более, коммуникации — протяженные. Основной алгоритм работы можно сформулировать так:
— необходимость постоянного заполнения всех наддозаторных бункеров исходными компонентами на текущую выработку согласно исполняемому рецепту;
- параллельная подготовка дополнительных компонентов под следующую партию (рецепт) комбикормов, чтобы свести к минимуму потери времени при переходе с одного рецепта на другой.
К основным недостатком классического принципа построения технологической схемы следует отнести большие затраты времени на подготовительные операции в начале смены, если наддозаторные бункера были пустыми. Кроме того, при проведении сменных (декадных) зачисток очень сложно учесть массу остатков сырья в бункерах. Поэтому зачистку производственного корпуса проводят один раз в год.

1 - силосный корпус зернового сырья; 2 - задвижка; 3 - цепной конвейер; 4 - магнитный сепаратор; 5 - молотковая дробилка; 6 - циклон-разгрузитель; 7 - просеивающая машина; 8 - наддозаторные бункера; 9 - многокомпонентный весовой дозатор; 10 шнек; 1 1 - смеситель порционного действия.
Рисунок 1 - Классическая технологическая схема:
Классические схемы из-за многочисленных параллельных технологических линий насыщены основным, транспортным и вспомогательным оборудованием, в том числе аспирационным, работа которого требует больших затрат энергии.
Формирование предварительных смесей зернового и белково- минерального сырья с повторным дозированием. Каждая из смесей обрабатывается в своем технологическом потоке. При использовании этого принципа могут возникать следующие варианты:
создается одна (две) из упомянутых смесей, что связано с конкретными задачами развития производства и очередностью проведения работ по модернизации производства;
остальные компоненты продолжают подготавливать на основе первого принципа;
сформированную смесь (смеси) направляют в наддозаторные бункера и далее на повторное дозирование через линию основного дозирования — смешивания (рисунок 2). В этом случае предварительные смеси обрабатывают в потоке (измельчают, просеивают, отбирают металломагнитные примеси). Вместимость наддозаторных бункеров для предварительных смесей должна быть не менее 20... 30 т.
К недостаткам схем с подготовкой предварительных смесей и их повторным дозированием (если при работе не используют правила кратности и синхронизацию работы линий и другие методы технологической подготовки производства) относят возникновение неучтенных остатков предварительных смесей, так называемых хвостов. Все это усложняет переход на выработку комбикорма с одного рецепта на другой, а также учет и отчетность.
Формирование предварительных смесей зернового, белково-ми- нерального сырья без повторного дозирования. Смесь (смеси) формируют в строгом соответствии с фактической вместимостью основного смесителя, т. е. порционно (рисунок 3).

1 - наддозаторный бункер; 2 - многокомпонентный весовой дозатор; 3 - обработка предварительной смеси; 4 - порционный смеситель; 5 - обработка предварительной белково-минерального сырья.
Рисунок 2 - Технологическая схема с формированием предварительных смесей

1 - наддозаторный бункер; 2 - многокомпонентный весовой дозатор; 3 - обработка предварительной смеси зернового и гранулированного сырья; 4 - бункер для предварительной смеси, устанавливаемый параллельно главному весовому дозатору (А - для подготовленного зернового и гранулированного сырья; В - то же, для белково-минерального); 5 - порционный смеситель; 6 - обработка предварительной смеси белково-минерального сырья.
Рисунок 3- Технологическая схема с формированием предварительных смесей с одноразовым дозированием и порционной обработкой смесей:
Обработку в технологическом потоке проводят также порциями, в связи с чем неизбежна работа молотковых дробилок в нестационарном режиме, с холостым ходом в каждом цикле.
Полученную порцию (или порции) предварительных смесей минуя повторное дозирование через оперативный бункер малой вместимости (2...3 т) направляют непосредственно в основной смеситель. При таком построении технологического процесса бывшая основная линия дозирования упрощается, в ней остается 2...3 компонента (мучнистое сырье, шроты, возможно, кормовые фосфаты) и несколько бункеров, выходящих на один многокомпонентный дозатор.
Достоинства технологических схем с явно выраженной порционной работой — в малой инерционности, быстрой реакции на управляющее воздействие, отсутствии неучтенных остатков сырья, в возможности перехода на выработку комбикорма по другому рецепту с минимальными потерями времени.
К недостаткам таких схем, построенных по третьему принципу, относят периодическую работу дробилок на холостом ходу в каждом цикле. Это обстоятельство повышает вероятность возникновения "хлопка" в дробилках, так как согласно теории в каждом цикле дважды, при выходе на режим и при сходе с него, образуются взрывоопасные концентрации измельчаемого продукта.
Для устранения этого недостатка можно работать с неявно выраженными циклами (опыт Раменского комбината хлебопродуктов), не допуская выхода дробилок на холостой ход. В этом случае нагрузка главного электродвигателя снижается до 30 % номинальной, отвес компонентов следует за отвесом с минимально возможным интервалом, а в случае нарушения ритма датчики верхнего уровня, вмонтированные в бункера А и Б (см. рисунок 2), заблокируют работу многокомпонентных весовых дозаторов №1 или № 3 и 4. Ситуация, когда в бункерах А и В окажется по два отвеса при хорошо отлаженном производстве, может сложиться только в случае аварийной остановки одной из дробилок.
Прямоточный метод. Все компоненты дозируют и обрабатывают в потоке вплоть до выпуска порции готовой продукции. Схема (рисунок 3) максимально прямоточна, рассчитана на использование очищенного технологического сырья. Строится она сверху вниз, хорошо вписывается в высотные здания, отличается минимум подъемов и малыми удельными энергозатратами на производство 1 т комбикорма. В схеме может быть реализовано одно—и двухступенчатое измельчение; смеситель-усреднитель может отсутствовать, если конструкция молотковых дробилок позволяет одновременно с измельчением выполнять и смешивание.
Достоинство — это полное использование принципа прямоточности в зданиях большой высоты. К недостаткам следует отнести необходимость применения полностью подготовленного, очищенного сырья.
Общая тенденция в развитии технологии производства комбикормов — движение от схем первого принципа к схемам четвертого через различные варианты второго и третьего. Оценочным показателем в выборе той или иной схемы следует считать возможность создания надежного и простого управления технологическими процессами.
При выборе технологической схемы предприятия нужно учитывать основные зональные факторы: объемы и ассортимент местного сырья, потребность и рецептуру необходимых комбикормов; возможность завоза недостающего сырья, его стоимость и удаленность производства; строительные и финансовые возможности хозяйства; стоимость строительства и эксплуатации предприятия.
На предприятиях, работающих на готовых БВД, единовременные затраты на 7... 10 %, а текущие — на 15.. .20 % меньше, чем на предприятиях с полной технологической схемой.

1 - нория; 2 - поворотный круг; 3 - силосы; 4 — многокомпонентный весовой дозатор; 5 - смеситель (усреднитель); 6 - просеивающая машина; 7 - магнитная колонка; 8 - молотковая дробилка; 9 - смеситель порционного действия.
Рисунок 4- Прямоточная технологическая схема
Предприятию в процессе эксплуатации в целях совершенствования технологии предоставляется право вносить отдельные изменения в схему технологического процесса при согласовании с вышестоящей организацией.
После внесения изменений технологическая схема предприятия (цеха) должна быть рассмотрена и утверждена вышестоящей организацией. Схема технологического процесса должна переутверждаться не реже чем через 3 года. При этом экземпляр технологической схемы вывешивается в цехах и на участках предприятия для изучения и контроля за работой отдельных машин и оборудования.
Организация выработки комбикормов, белково-витаминных добавок и премиксов на предприятии проводится в соответствии с установленной документацией.