На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Линии для производства батонов, городских булок и подового хлеба. До недавнего времени эти изделия вырабатывались с использованием значительной доли ручного труда. Сейчас производство этих изделии осуществляется на комплексномеханизированных линиях. Ниже приводится описание конструкции и принципа работы этих линий.
Она предназначена для выработки батонообразных изделий развесом 0,3—0,5 кг и комплектуется из следующего серийно выпускаемого оборудования:
тестоприготовительного бункерного агрегата И8-ХАГ-6 или Л4-ХАГ-13 (соответственно для печей с площадью пода 25 м2 и 40 м2); тестодел ителя А2-ХТН; тестоокруглителя Т1-ХТН; тестозакаточной машины Т1-ХТ2 3; выравнивателя шага—загрузчика расстойного шкафа; конвейерного шкафа окончательной расстойки с автоматической загрузкой заготовок в люльки и пересадкой их на под ленточной печи марки Ла-23 м;
надрезчика тестовых заготовок — опрыскивателя; кондиционера марки ЛКВ-К-11в; печи ПХС-25 или ПХС- 40; транспортера готовой продукции.
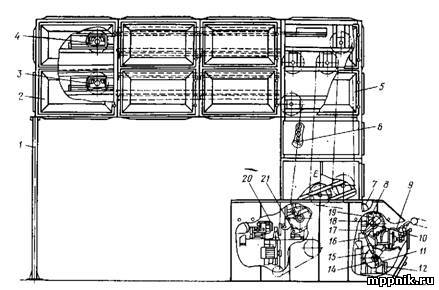
Рассмотрим машины и агрегаты, входящие в эту линию (рис. 1). Тестоприготовительный бункерный агрегат марки И8-ХАГ-6 (или Л4-ХАГ-13) предназначен для приготовления теста на большой густой опаре. Производительность агрегатов соответственно 15 т/сут и 30 т/сут.
Универсальная тестоделительная машина А2-ХТН предназначена для деления теста на куски массой 0,2—1,1 кг, серийно выпускается взамен тестоделителя ХТД.
Тестоокруглитсльная машина Т1-ХТН серийно выпускается взамен округлителя ХТО.
Тестозакаточная машина Т1-ХТ2-3 серийно выпускается взамен закаточной машины ХТЗ. На закаточной машине установлен отбраковщик сдвоенных кусков теста. Отбраковщик представляет собой лоток, сваренный из листовой стали, который двумя кронштейнами крепится к раме закатки. Кронштейны позволяют осуществлять регулировку положения лотка. Сдвоенная тестовая заготовка имеет размер в диаметре больший, чем обычная заготовка, поэтому она затягивается в щель между задней стенкой лотка и подвижной лентой верхнего транспортера закатки и выбрасывается в специальный ящик.

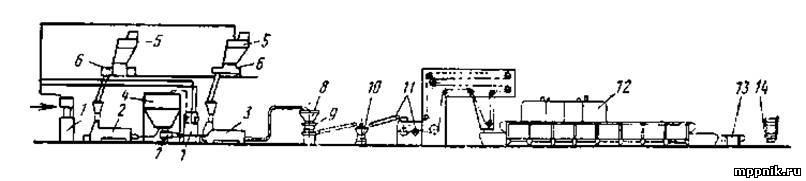
Рис. 1. Комплексномеханизированная линия с тоннельной печью для выработки батонообразных изделий
Выравниватель шага — загрузчик предназначен для создания определенного шага между тестовыми заготовками и автоматической укладки их в люпьки расстойного шкафа. Он является синхронизатором между тесторазделочной частью линии, работающей в свободном ритме, и комплексномеханизированной частью линии, работающей в жестком ритме.
Выравниватель шага состоит из цепного конвейера с поворотными люльками и опрокидывателя, представляющего собой вал с двумя направляющими. К раме выравнивателя шага — загрузчика крепится четырехкарманный питатель. Все механизмы приводятся в движение отдельно стоящим приводом.
Конвейерный шкаф окончательной расстойки с автоматической загрузкой заготовок в люльки шкафа и пересадкой их на под ленточной печи марки Ла-23м предназначен для расстойкн тестовых заготовок батонов развесом 0,3—0,5 кг. Он оборудован автоматическим устройством для загрузки тестовых заготовок в люльки расстойного шкафа, а также для пересадки последних на под ленточной печи. Шкаф выпускается двух типоразмеров: для линий с печами площадью пода 25 и 40 м 2.
Расстойный шкаф состоит из соединенных между собой секций, в которых размещается цепной конвейер расстойного шкафа. В первой секции, стоящей на полу, крепятся выравниватель шага — загрузчик расстойного шкафа, приводной вал и привод расстойного шкафа. На вертикальной второй секции крепятся четыре промежуточных вала и разгрузочный вал с регулятором длительности расстойки. Ко второй секции крепится горизонтальная часть шкафа, состоящая из трех одинаковых секций и последней секции с двумя натяжными станциями. В секциях предусмотрены дверцы для возможности осмотра отдельных механизмов.
Цепной конвейер представляет собой две цепи с подвешенными к ним люльками. Все люльки разбиты на определенное число групп.
Соответствующей четной люлькой в каждой группе командует один кулачок регулятора длительности расстойки. При включении одного кулачка конвейер не останавливается для загрузки одной четной люльки каждой группы, продвигаясь на два шага за цикл. При включении двух кулачков конвейер не останавливается для загрузки двух четных люлек каждой группы. При включении всех кулачков незагруженными остаются все четные люльки конвейера. Длительность расстойки при этом уменьшается вдвое по сравнению с таковой при полностью загруженном расстойном шкафе.
Техническая характеристика
1-е исполнение 2-е исполнение
Производительность, т/сут 12,5 25
Количество заготовок на люльке 6 6
Число люлек в агрегате 212 412
в том числе рабочих 200 400
Шаг подвески люлек в шка- 150 150
фу, мм
Общая установленная мощность 3,3 3,3
электродвигателей, кВт
Габаритные размеры, мм
длина 7000 14500
ширина 3530 3530
высота 4780 4780
Масса, т 9,5 12,8
Надрезчик-опрыскиватель представляет собой каретку с механизмом надрезки, которая двигается на четырех роликах по направляющим. На каретке прикреплен опрыскиватель, в который вода подается через гибкий шланг. Направляющие, по которым движется каретка, крепят к каркасу выноса, их высоту можно регулировать под конвейером печи.
В линии в зависимости от необходимой производительности устанавливается хлебопекарная печь проходного (ленточного) типа марки ПХС-25 или ПХС-40 с соответствующим выносом пода для комплектования с конвейерным шкафом расстойки Ла-23м.
Вынос пода предназначен для посадки тестовых заготовок и создания горизонтального участка печи, на котором тестовые заготовки надрезаются и опрыскиваются водой перед входом в пекарную камеру. К каркасу выноса пода крепятся вторая секция расстойного шкафа, разгрузчик расстойного шкафа, надрезчик-опрыскиватель, натяжной вал печи и разгрузчик расстойного шкафа.
Транспортер готовой продукции устанавливают после хлебопекарной печи. Он предназначен для приема готовой продукции и транспортировки ее на укладку в лотки.
Тесто, приготовленное в бункерном тестоприготовительном агрегате, шнеконасосом подается в бункер над делительной машиной, откуда самотеком попадает в делитель. После деления тестовые заготовки проходят последовательно округление и закатку. На закаточной машине установлен отбраковщик сдвоенных кусков, который предотвращает попадание сдвоенных тестовых заготовок в последующие механизмы.
После закатки тестовые заготовки попадают в магазин выравнивателя шага — загрузчика расстойного шкафа, где помещается одновременно две тестовые заготовки. Из магазина тестовые заготовки по одной перекатываются в карманы питателя.
При повороте питателя на 90° тестовая заготовка сбрасывается в люльку выравнивателя шага — загрузчика. После выхода на позицию укладки шести люлек с заготовками цепной конвейер выравнивателя шага — загрузчика расстойного шкафа останавливается.
В это время люльки загрузчика поворачиваются, а тестовые заготовки плавно перекладываются в люльку расстойного шкафа. Затем люльки загрузчика возвращаются в исходное положение, цепной конвейер выравнивателя шага — загрузчика начинает двигаться и цикл загрузки расстойного шкафа повторяется. Конвейер расстойки оборудован регулятором, благодаря которому длительность расстойки можно изменять от 25 до 50 мин.
Разгрузка расстоявшихся тестовых заготовок происходит путем опрокидывания люлек над подом печи. Люлька, подходящая к поду печи, попадает на специальный рычаг, который поворачивает люльки на 180° и расстоявшиеся тестовые заготовки разгружаются на под печи. При последующем движении конвейера шкафа опрокинутая люлька возвращается в первоначальное положение с помощью рычага возврата.
Далее, в момент выхода на позицию надрезки очередных шести тестовых заготовок, начинает работать надрезчик— опрыскиватель, который выключается автоматически через датчик, на который воздействует крайняя в ряду тестовая заготовка.
Надрезчик, проходя над рядом заготовок, надрезает их, а форсунка смачивает ножи и опрыскивает уже надрезанные тестовые заготовки. Вода в форсунке подается по гибкому шлангу и сливается через воронки в канализацию. Надрезанные и опрысканные тестовые заготовки, двигаясь вместе с сетчатым подом, попадают в пекарную камеру печи. Выходя из печи, выпеченные батоны попадают на транспортер для готовой продукции, откуда идут на укладку в лотки.
В настоящее время КБ ВНИИХПа заканчивает разработку нового комплексномеханизированного конвейера окончательной расстойки марки ЛР-180, который должен заменить конвейер Ла-23м. Новый расстойный шкаф представляет собой вертикальный конвейер, где люльки совершают движение по вертикальным ветвям цепей. Такой конвейер выгодно отличается от громоздкого П-образного конвейера марки Ла-23м. Изменена и конструкция надрезчика. Он стал универсальным и обеспечивает надрезку батонов нарезных, подмосковных и др.
Конвейер ЛР-180 работает так.
После закатки тестовые заготовки попадают в магазин загрузчика расстойного шкафа (унифицированный механизм посадки тестовых заготовок в конвейер окончательной расстойки). Делитель настраивают на производительность, несколько превышающую производительность печи. Из магазина тестовые заготовки по одной попадают в питатель, который равномерно укладывает их на движущийся ленточный транспортер. После выхода на позицию укладки конечный выключатель выключает электродвигатель и ленточный транспортер останавливается.
При подходе очередной люльки расстойного шкафа в зону загрузки другой конечный выключатель срабатывает от кулачка, сидящего на валу расстойного шкафа, и включает электродвигатель привода скалки, которая, двигаясь, укладывает тестовые заготовки в люльку расстойного шкафа. Непрерывно движущийся конвейер продвигается еще на шаг между люльками, и цикл загрузки повторяется. За время шагового перемещения конвейера происходит расстойка тестовых заготовок.
Продолжительность расстойки регулируется изменением длины рабочих ветвей вертикального конвейера вследствие перемещения кареток вверх (удлинение расстойки) или вниз (сокращение расстойки). Разгрузка люлек с расстоявшимися тестовыми заготовками происходит следующим образом.
Барабан промежуточного транспортера и делительные окружности звездочек конвейера расстойки имеют примерно одинаковый диаметр, поэтому цепь конвейера и лента промежуточного транспортера имеют равные скорости. Люльки конвейера подходят снизу к разгрузочному валу расстойного шкафа с приводным барабаном транспортера промежуточного и поворачиваются вместе с ним, как бы выкатываясь на ленту транспортера. Затем люльки попадают на направляющие, удерживающие их от возврата в нормальное положение до того момента, когда они при повороте в исходное положение не будут задевать уже выгруженные тестовые заготовки на ленте транспортера. Такой способ выгрузки расстоявшихся заготовок позволяет получить ровные заготовки.
Далее заготовки попадают в зону действия универсального надрезчика, который наносит на их поверхность необходимое количество косых надрезов. При этом надрезчик устанавливается под углом 30° к фронту печи и работает постоянно. С промежуточного транспортера тестовые заготовки плавно переходят на сетчатый под печи, движущийся примерно с той же скоростью.
При необходимости выработки подмосковных батонов надрезчик устанавливают параллельно фронту печи. Надрезанные заготовки поступают в пекарную камеру. С прекращением подачи теста в делитель осуществляется переход на режим доработки заготовок, находящихся в расстойном шкафу и в печи.
Тумблер на щите управления необходимо переключить из положения «Автомат» в положение «Доработка». При этом останавливаются делитель, округлитель, закатка и загрузчик расстойного шкафа. Продолжают работать расстойный шкаф, промежуточный транспортер, надрезчик и печь. По окончании всей выработки линия останавливается.
С 1976 г. Белопольский машиностроительный завод будет серийно выпускать новое оборудование для выработки батонообразных изделий.