На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
В Москве на Опытном заводе бараночных изделий успешно эксплуатируются две линии по производству хлебных палочек (гриссини) итальянских фирм «Полин» и «Пагани и Сакко». Производительность первой линии 180—200 кг/ч, второй — 300 кг/ч.
В 1975 г. пущена в эксплуатацию одна из таких линий производительностью 300 кг/ч хлебных палочек в Ленинграде на булочно-кондитерском комбинате.
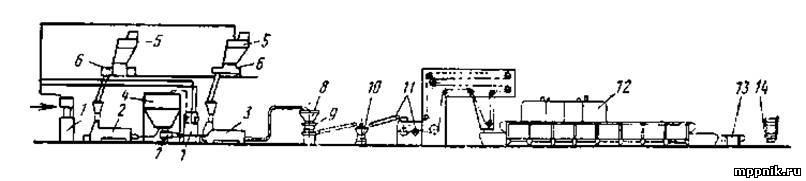
В линию входит следующее оборудование: загрузочная воронка; тестовальцовочная машина; формовочная машина для соломки; ускоритель на входе в шкаф расстойки; шкаф расстойки; ускоритель на входе в печь; конвейерная печь с сетчатой лентой; транспортер на выходе из печи; возвратный транспортер; транспортер упаковки; трубопроводы и охладительные вентиляторы; упаковочные автоматы.
На московском Опытном заводе бараночных изделий также работает такая линия. Тесто замешивается в машине типа «Микс». Отсюда готовое тесто поступает в воронку тестовальцовочной машины. Специальное устройство и две механические лопасти подгибают края раскатанного в ленту теста, в результате чего оно сокращается по ширине вдвое, образуя второй слой. Далее лента поступает в машину с четырьмя валками, где раскатывается в более широкую и тонкую ленту, которая направляется в формовочную машину. Проходя через формовочную машину, тесто разрезается на тонкие жгуты, которые с помощью пружинного транспортера — распределителя разводятся по ширине и подаются на ленточный транспортер.
Разрезанные заготовки накладываются транспортером на листы с канавками и подаются в расстойный шкаф.
Расстойный шкаф люлечного типа состоит из двух вертикальных секций для перемещения листов вверх и вниз. После расстойного шкафа листы с заготовками поступают для выпечки в тоннельную печь. После выпечки листы с хлебными палочками поступают на транспортер для Охлаждения. Охлажденные хлебные палочки снимаются с листов и подаются в расфасовочные автоматы и упаковываются в целлофановые пакеты.
Техническая характеристика линии «Пагани и Сакко»
Производительность, кг/ч 300
Длительность, мин
брожения (расстойки) 50
выпечки 10
Размеры листа с канавками, мм 1380x800
Число листов в конвейере расстойки 224
Размеры конвейерной печи, мм 35000x1400
Количество листов в печи 44
Размеры изделий, мм
Длина от 3 до 800 мм и
диаметр от 3 до 6 мм
Установленная мощность электродвигателей, кВт 85
На рис. 1 показан участок линии по производству хлебных палочек.
Линия марки А2 ХЛГ создана УкрНИИпродмашем на базе некоторых серийно выпускаемых видов оборудования, применяемого в хлебопекарной промышленности.
В состав линии входят: тестомесильная машина с охлаждающим устройством; машина для вальцевания теста; машина для формования заготовок хлебных палочек; посадчик листов в шкаф расстойки; шкаф рас- стойки; посадчик листов в печь; печь хлебопекарная тоннельная марки ПХК-25; посадчик листов в установку для охлаждения; установка для Охлаждения; установка для ориентации листов; механизм для разгрузки изделий; машина для чистки и смазки листов; транспортер возврата; упаковочная машина; хлебопекарные листы с канавками.

Рис. 1. Участок линии для производства хлебных палочек
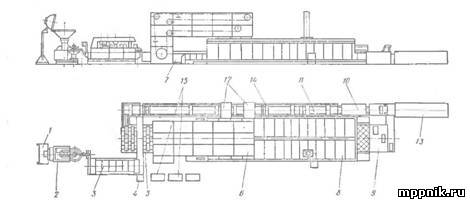
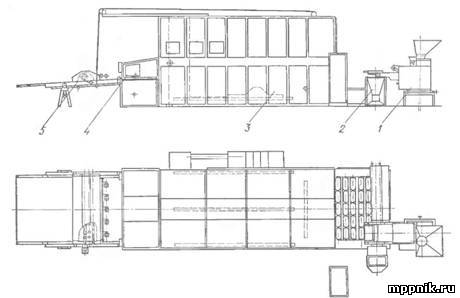
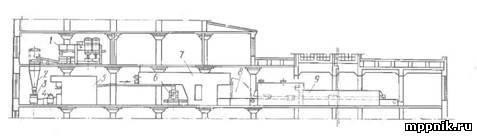
Линия (рис. 2) работает следующим образом.
Тесто готовится безопарным ускоренным методом в месильной машине. После кратковременной отлежки на транспортере в течение 20 мин оно подается в бункер, а оттуда в машину для вальцевания. Машина для вальцевания пласта теста имеет несколько пар раскатывающих валков, расположенных на некотором расстоянии друг от друга, и снабжена механизмами контроля толщины пласта.

Рис 2. Линия А2-ХЛГ для выработки хлебных палочек: 1 — тестомесильная машина 2 — машина для вальцевания н транспортер для подачи пласта теста; 3— формующая машина- 4— транспортер для подачи листов; 5 — шкаф для расстойки тестовых заготовок; 6 — посадчик листов в печь; 7 — печь; 8 — пересадочный транспортер; 9 — конвейер для охлаждения хлебных палочек; 10— автоматическая установка для ориентирования листов; //— разгрузочное устройство; 12 — машина для очистки и смазки листов; 13 — транспортер возврата листов;
14 — упаковочная машина; 15— лист для выпечки палочек
Тесто последовательно раскатывается и отлеживается, при этом весь процесс занимает около 20—25 мин. Пласт теста толщиной 8—12 мм поступает в формующею машину, имеющую рифленые валки, которые отрезают заготовки для хлебных палочек. Затем заготовки — жгуты подаются на транспортер, разводящий их на расстояния, равные расстоянию между желобками (канавками) на листах.
Листы с тестовыми заготовками пересаживаются на люльки расстойного шкафа, где расстаиваются в течение 45—55 мин при температуре Я5—40°С и относительной влажности воздуха 85—90%. Заданные параметры расстойки контролируются специальными приборами.
Расстоявшиеся тестовые заготовки на рифленых листах поступают в печь марки ПХК-25. Продолжительность выпечки 10—11 мин при температуре 225—240°С.
После выпечки листы с хлебными палочками пересаживаются в шкаф для охлаждения, где находятся в течение 30 мин, после чего поступают в разгрузочный механизм. Пустые листы по транспортеру возврата поступают в машину для чистки и смазки листов, а хлебные палочки подаются в упаковочную машину, в которой они упаковываются в целлофановые пакеты.
Техническая характеристика линии
Производительность, кг/ч 120
Масса палочек, кг 0.0059—0,0065
Длина изделия, мм 270±15
Продолжительность, мин
расстойки 45—55
выпечки 10—11
Размеры пекарного листа, мм 085x310x20
Число тестовых заготовок
на одном листе 32
Количество листов в ряду 3
Печь ПХК-25 1
ширина пода, мм 2100
длина пода, мм 11900
Число рядов с листами в печи 37
Габаритные размеры линии, мм 50000х4500 X 3900
Установленная мощность
электродвига- 41
телей, кВт
Масса, кг 45000