На нашем интернет портале море информации по пищевой
и перерабатывающей промышленности, АПК и пищевой тематике
и перерабатывающей промышленности, АПК и пищевой тематике
Под глазированием подразумевают покрытие конфетных корпусов тонким слоем различных масс. Такое покрытие производят с целью предохранения конфетных корпусов от воздействия внешней среды (высыхания, увлажнения) с целью повышения пищевой ценности и вкуса и придания изделиям привлекательного внешнего вида. Для глазирования используют следующие виды глазури: чаще всего шоколадную и жировую (на гидрожире), реже помадную, карамельную и приготовленную из сахарной пудры. Широкое применение шоколадной глазури объясняется ее высокими вкусовыми качествами, стойкостью при хранении и наличием высокопроизводительных машин для глазирования. Рецептурами предусмотрено использование кроме шоколадной глазури без добавки шоколадной глазури, в состав которой входит сухое молоко. Такую глазурь называют шоколадно-молочной. Жировой основой этих двух видов шоколадной глазури является какао масло. В жировой глазури такой основой являются различные виды кондитерского или другого гидрированного жира. В рецептуру жировой глазури обязательно входит какао порошок, в зависимости от вида в нее можно вводить соевую муку, какаовеллу и другие добавки.
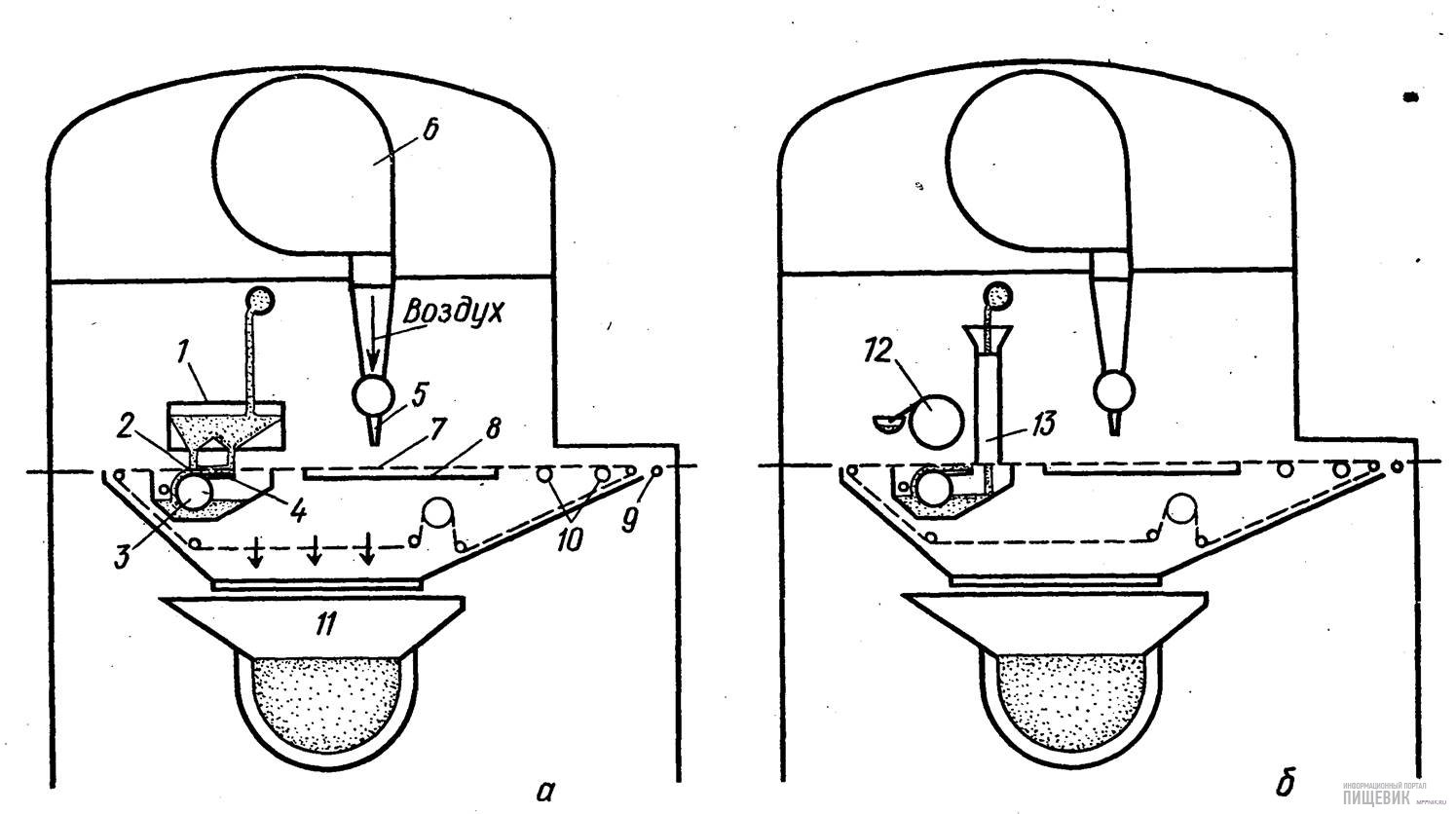
Глазирование конфетных корпусов производят на специальных машинах. На рис. 1 показана схема устройства и принципа работы такой машины. Корпуса конфет 3 из специального раскладывающего устройства 2 или непосредственно с транспортера из формующего агрегата после гильотинной резки отформованных жгутов 1 поступают на сетчатый транспортер 4. Отсюда корпуса конфет поступают на сетчатый транспортер 6, проходящий через камеру для глазирования 11. Температура в камере поддерживается около\30°С.
Под сеткой транспортера 6 находится выдвижной бак 20, в который из температурной машины поступает тщательно оттемперированная шоколадная глазурь.

Рис. 1. Схема глазировочной машины.
Температура шоколадной глазури в баке 20 поддерживается постоянной в интервале 30—32" С. Специальным автоматическим терморегулятором включаются и выключаются нагревательные элементы. Бак 20 имеет двойные стенки, между которыми циркулирует вода с нужной температурой. Для равномерного темперирования масса тщательно перемешивается непрерывновращаюшейся на оси 19 мешалкой 21. Над сетчатым транспортером 6 установлена воронка 8, дно которой имеет щелевой зазор 22. Ширина зазора (щели) регулируется шибером 7.
Шоколадная глазурь из бака 20 насосом 23 закачивается в воронку 8 по трубопроводу с рубашкой 24. По пути шоколадная глазурь проходит через фильтр 5. Через щель 22 шоколадная масса стекает тонкой струей на движущиеся по сетчатому транспортеру 6 корпуса конфет 3. В результате сверху, сбоку и с торцов они покрываются тонким слоем глазури. Излишняя глазурь стекает в бак 20. Над сетчатым транспортером 6 установлено сопло воздуховода 10, по которому вентилятором 9 подается сильная струя воздуха. Этой струей воздуха сдувается с корпусов конфет излишек глазури. Для покрытия глазурью донышка конфет они проходят по валикам 12. Окончательная отделка нижней поверхности конфет и снятие наплывов с боковых поверхностей осуществляются быстровращающимся валиком 13.
Покрытые глазурью корпуса конфет поступают на покрытый клеенкой транспортер 15, который проходит через холодильную камеру 14. В камере поддерживается температура 6—10° С. Продолжительность нахождения конфет в камере составляет 5—6 мин. Этого времени вполне достаточно для полной кристаллизации какао масла и затвердевания глазури на поверхности корпуса. Отделение глазированных конфет от клеенки происходит с помощью валков 18. Транспортером 17 глазированные конфеты 16 подаются к заверточным машинам или для укладки в короба. На качество глазирования большое влияние оказывают тщательность очистки корпусов конфет от крахмала, а также их температура, которая должна находиться в пределах 20—27СС. Если корпуса холодные, то происходит слишком быстрое застывание глазури и отслаивание ее от корпуса. При высокой температуре корпусов шоколадная глазурь покрывает их тонким слоем с просветами. Крахмал, находящийся на поверхности корпусов, приводит к появлению глазков (участков обычно круглой формы, не покрытых глазурью).
Перед подачей в глазировочную машину шоколадную глазурь расплавляют, если она поступает с других предприятий в виде твердых блоков, вводят некоторое количество какао масла и темперируют при 29—31°С в периодически действующих машинах в течение 30—40 мин или в машинах непрерывного действия При использовании хорошо оттемперированной глазури какао масло кристаллизуется в стабильной форме и не выступает на поверхности конфет в виде серого налета (жировое поседение).
Для жировой глазури не требуется специального темперирования. Глазурь разогревают до более высокой температуры (37— 40°С). Корпуса конфет должны иметь температуру 25—ЗО'С.
Глазирование помадой производят вручную. Помада должна содержать редуцирующих веществ не больше 10% и влажность в пределах 10—12%. Помаду разогревают до 50 -55°С и глазированные конфеты охлаждают в цехе в течение 3—4 ч.