Ревизия компрессора. Она заключается в проверке соответствия узлов и деталей существующим нормативам и допускам, в обнаружении и устранении дефектов, в регулировке узлов и подготовке компрессора к эксплуатации.
При ревизии все детали раскладывают на подготовленные деревянные настилы или листы фанеры, уложенные на пол. До разборки компрессора необходимо отключить электропитание на главном щите, после чего спустить масло из картера компрессора, снять контрольно-измерительные приборы. Затем подготавливают необходимый инструмент и обтирочный материал. Следует обеспечить дополнительным креплением трубопроводы, присоединяющиеся к компрессору и проходящие выше уровня пола.
Ревизию необходимо проводить до обкатки компрессора после монтажа, если он хранился более одного года после выпуска заводом-изготовителем. При монтаже компрессора менее чем через год после его выпуска снимают заводскую консервационную смазку, делают осмотр узлов и деталей, производят обкатку. Если при ревизии после обкатки не обнаружены дефекты коленчатого вала и цилиндров, нет необходимости полностью разбирать компрессор.

Рис. 7. Проверка параллельности щек коленчатого вала:
1 - шейка; 2 индикатор; 3 место установки индикатора.
Разбирают компрессор согласно инструкции завода-изготовителя, а собирают в последовательности, обратной процессу разборки. После разборки детали промывают и протирают насухо мягкой тряпкой, тщательно осматривают и проверяют, раскладывают на стеллажи или листовую фанеру.
Отверстия, трубы, каналы должны быть продуты сжатым воздухом. Картер компрессора полностью освобождают от масла, промывают соляровым маслом и протирают насухо тряпкой. При ревизии необходимо проверить правильность укладки коленчатого вала, параллельность его щек (рис. 7), овальность и конусность шейки. Отклонение вала от горизонтального положения (уклон) допустимо до 0,2 мм на 1 м длины. Шейку вала необходимо проверить визуально и на ощупь. Она должна быть шлифованная, недопустимы риски, раковины, забоины, следы коррозии, грязь.
Для проверки плотности прилегания шатунных подшипников необходимо шейку вала покрыть тонким слоем краски, затянуть шатунные подшипники болтами и вручную прокрутить вал на 3-4 оборота, после чего освободить подшипник. Если прилегание подшипника обеспечено на 70-75% к шейке вала, шабровку можно не производить. При меньшей площади прилегания подшипник необходимо шабрить.
В компрессоре ВУ 6/4 цилиндр выполнен так, чтобы крайнее кольцо не доходило до конца зеркала, и поэтому при каждой разборке необходимо контролировать износ зеркала и проверять на ощупь рукой, не появились ли уступы на его краях. В У-образных компрессорах они чаще всего образуются там, где поршень надавливает на стенки цилиндра (снизу). Уступы необходимо снимать при помощи шабера.
Шатуны, имеющие трещины любого характера, а также погнутости и скручивания, не поддающиеся исправлению, заменяют. При наличии небольших перегибов шатун выправляют в холодном состоянии, при этом допускается величина непараллельности осей 0,05 мм на длине 100 мм. Непараллельность осей отверстий под шатунные болты не должна превышать 0,02 мм.
При вскрытии шатунных подшипников необходимо проверить качество их шабровки, обратить внимание на состояние болтов и при сборке - на качество затяжек гаек и шплинтовку болтов.
Шатунные болты и гайки осматривают, они не должны иметь рисок, царапин или заусенцев, резьба должна быть чистой, полной, без рванин, должна плотно входить в головку и крышку головки шатуна. Опорные поверхности болтов должны полностью прилегать к головке шатуна (проверяться щупом при затяжке). Для проверки болты и гайки необходимо опустить на 15 мин в ванну с. маслом или керосином, после чего вынуть их, протереть насухо и покрыть меловым раствором, просушить. При наличии дефектов на просушенном покрытии будет обнаружено пятно или темная линия. Подозрительные болты и гайки должны быть заменены другими. Шатунные болты сильно затягивают при помощи корончатых гаек. Затягивают болты равномерно с постоянным прокручиванием коленчатого вала. По окончании затяжки положение гаек фиксируют шплинтами. При тяжелом прокручивании коленчатого вала необходимо сменить прокладки (увеличить) и снова произвести затяжку.
Пальцы бракуют и заменяют новыми, если эллипсность и конусность превышают допуск, если отклонение от прямолинейности превышает 0,02 мм, а также если имеются трещины или отслоения цементированного слоя. Номинальный зазор между пальцами и втулкой шатуна должен составлять 0,03-0,05 мм.
Между поршнем и цилиндром должно быть хорошее уплотнение. Ввиду температурных деформаций диаметр поршня должен быть меньше диаметра цилиндра. Нормальные зазоры между поршнями и цилиндрами компрессора ВУ 6/4 0,25-0,35 мм.
Износ поршней характеризуется эллипсностью направляющей их части. Для компрессора ВУ 6/4 допускается величина износа поршня на конусность и на овальность 0,30 мм. При ревизии поршень бракуют и заменяют новым, если обнаружены трещины и обломки независимо от их расположения и при зазоре между поверхностью поршня и цилиндра 0,88 мм, при износе канавок под кольца по ширине более чем на 0,05-0,12 мм.
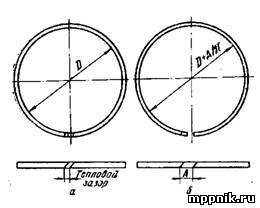
Кольца при сборке устанавливают на поршни и совместно с ними вставляют в цилиндры. Тепловые зазоры колец смещают на угол 120° в рядом расположенных кольцах. Воздух, проникающий через тепловые зазоры колец, стремится расположить зазоры на одной прямой, и поэтому при сборке замки отдельных колец размещают по окружности поршня. Минимальное относительное смещение замков колец 60°. После установки в канавку поршня кольцо должно свободно поворачиваться от руки и не иметь больших отклонений от цилиндрической формы.
Для проверки величины зазора кольцо необходимо установить в верхнюю часть цилиндра компрессора перпендикулярно его оси (проверив расстояние от верхней кромки цилиндра до установленного кольца). Щупом замеряют зазор в замке кольца. Если зазор мал, необходимо увеличить его при помощи натфиля при зазоре, превышающем допустимый, кольцо необходимо заменить.
Номинальные размеры поршневых колец следующие: диаметр- 220 мм; радиальная толщина 7,5 мм, номинальная высота 6,0 мм, размер замка в свободном состоянии по среднему диаметру 27,0 мм, тепловой зазор в замке при установке в цилиндр 0,7- 1,1 мм. В кольцах не должно быть пор, трещин, раковин, черновины, следов шлаковых включений, отбелов, цветов побежалости, заусенцев, рисок и забоин на торцевой и наружной поверхностях. При выявлении указанных дефектов кольцо необходимо заменить.
В компрессоре ВУ 6/4 имеются два роликоподшипника, размещенных. в торцевых стенках картера, которые устанавливают совместно с коленчатым валом, надетым на него. Подшипники необходимо осмотреть и заменить новыми при наличии следующих недостатков: трещин или изломов на его деталях, выкрашивания поверхностного слоя беговых дорожек, раковин или коррозийной сыпи, вмятин или забоин на беговых дорожках, цветов побежалости, поврежденного сепаратора, заедания шариков или роликов, осевого разбега, превышающего 0,15-0,5 мм, повышенного шума при вращении подшипников.
Всасывающие и нагнетательные клапаны проверяют легким постукиванием молотком по клапанной плите. Отсутствие дребезжащего звука указывает на исправность их. При поломке клапан заменяют. Выход из строя клапанов в большей степени наблюдается зимой при заборе компрессором холодного воздуха.
Масляный фильтр грубой очистки промывают в соляровом масле, дают ему стечь, протирают обтирочным материалом и после этого устанавливают на место.
Пластинчатый фильтр тонкой очистки промывают в соляровом, масле, проворачивая очистные пластины и очищая фильтр, дают стечь соляровому маслу и устанавливают фильтр на место.
Регулировочный клапан давления масла разбирают: вывинчивают винт регулировки, вынимают спиральную пружину и шариковый клапан. Детали промывают в соляровом масле, в случае обнаружения загрязнений или коррозии прочищают их.
Шестеренчатый маслонасос освобождают от крепления к картеру и прокручивают вручную за валик ведущей шестерни. Проверяют, нет ли заусенцев, выбоин или вмятин на шестернях, не искривлен ли передаточный валик. Продувают сверления и трубки для подачи масла.
Указатель уровня масла расположен в задней стенке картера. Это круглой формы стекло с двумя черточками, указывающие ми максимальный и минимальный уровни масла в картере. После промывки картера стекло уровня масла протирают ветошью с внутренней и наружной сторон. В случае повреждения стекло заменяют.
При окончательной установке клапанных досок и крышек на цилиндре проверяют зазоры между днищами поршней в их верхнем положении и клапанными досками. На днище поршня укладывают кусочек свинца толщиной 2,0-2,5 мм, устанавливают клапанную доску и головку цилиндра, крепят болтами в рабочем положении. Вручную проворачивают коленчатый вал на один оборот. После этого снимают головку с клапанной доской. Измеряя сжатый кусочек свинца, определяют зазор между поршнем и клапанной доской. Величина этого зазора должна быть 1,2-1,5 мм, ее регулируют с помощью прокладок.